

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

GibbsCAM多任务车铣复合加工(MTM)实例讲解
GibbsCAM高级多任务车铣复合加工(MTM)功能是市场上最佳解决方案之一,功能强大,可对多主轴多刀塔的多任务车铣复合加工机床进行完美编程。高级GibbsCAM仿真器可确保安全加工,无干涉,且与机床不会发生碰撞。GibbsCAM是极少数可充分利用最新机床生产力进行满负荷生产的CAM解决方案之一,已成为机床商不可或缺的辅助性工具。
粗车:T5 80°刀具,采用开粗策略。拾取加工曲线,黑色和白色图标在曲线上分别可以拖动,白色标记用来确定开始车削位置,黑色标记用来确定结束车削的位置。
在开粗参数对话框:切换外径铣削方式,开始处延长文本框可以定义刀路自动延长一段安全距离,基于毛坯加工是GibbsCAM一大特色,也是有别其它车铣软件的独特之处,此功能可以使毛坯层层继承,大大提高软件编程的安全性和加工效率,使空刀降到最少。
多样化的开粗方式—车削:本次采用的开粗方式,刀路为水平粗车。
插削:适合于车槽。
仿形车:以跟随轮廓的方式开粗,常用于随形毛坯,刀路流畅,切削效果优异。
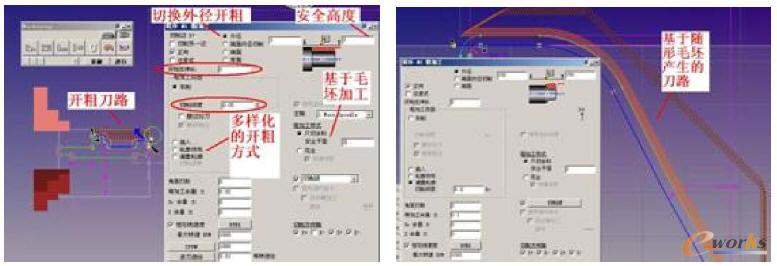
图7 在开粗参数对话框
残料加工:采用相同的加工策略,只需更换角度较小的刀具——T4 35°刀具,即可识别底部残料,并把残料清理干净(上把刀角度太大,凹槽处不能铣的太深)。
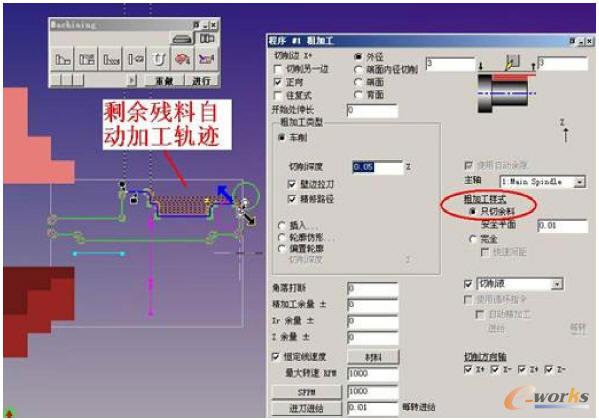
图8 残料加工
轮廓车削:T7刀具为下刀塔35°反装刀具,用于清除前次加工所留死角,编程时拾取要加工曲线,便会自动在零件下刀塔位置生成刀路。(如果余量过大的话,车轮廓前也可以加一道残料加工程序)。
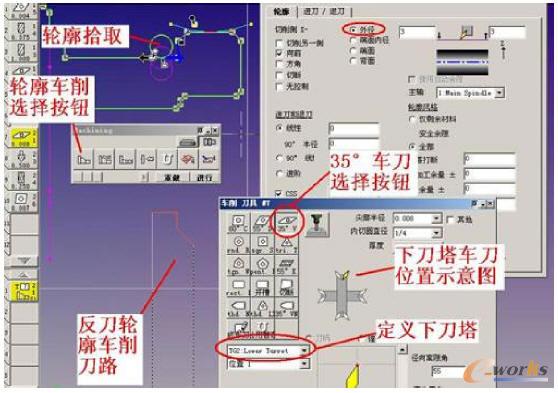
图9 轮廓车削
- 上一篇文章:数控故障诊断盒的开发与制作
- 下一篇文章:GibbsCAM机床仿真定制流程