

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

NX在锻管复合型面数控加工中的应用
NX作为一款高端的CAD/CAM软件,在实际加工中有着广泛的应用。通过NX4.0自动编程的方式,在TK42200数控龙门铣镗床上加工压力容器上的关键件——锻管复合型面,生产效率高,加工质量好,生产成本低。该方法对其它复合型面的加工也有借鉴意义。
接着,进入“Area Milling Method”(区域铣削驱动方式)功能模块,在“Pattem”(走刀方式)下拉菜单里选择“Follow Periphery”(跟随周边加工方式),在“step over”下拉菜单里选择“scallop”选项,将刀具步距设定成0.50mm(精加工步距),半精加工时刀具步距设定成1mm,如图7所示。确定后,通过“Cut Area”(加工区域)功能模块选择被加工区域,即锻管顶面R1924圆弧与其内壁相交的R25过渡圆弧,如图8所示,并在“feeds and speeds”功能模块里设定加工时刀具的转速(S)和进给速度(F),根据切削三要素原理,通过计算:转速为n=800r/min,刀具进给为f=1000mm/min。由于该件边缘无需圆滑,因此,需在“Cutting Parameters”菜单中将“Remove Edge Traces”(移出边缘跟踪)选项选取,各步骤执行完后,最后生成如图9所示走刀轨迹。

图7 区域铣削驱动方式
图8 选择被加工区域
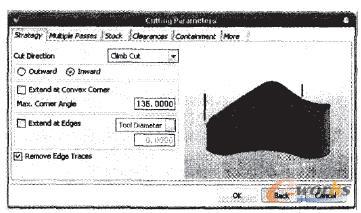
图9 生成走刀轨迹
- 第1页:NX在锻管复合型面数控加工中的应用(1)
- 第2页:锻管的CAM加工
- 第3页:NX在锻管复合型面数控加工中的应用(3)
- 第4页:后处理
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:NX在航空发动机机匣铣加工中的应用
- 下一篇文章:五轴刀具磨床自动上料机构的设计