

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

GibbsCAM2.5轴加工实例
本文介绍了GibbsCAM对一典型线零件的2.5轴铣加工,体现了2.5轴铣加工灵便的特点。
走零件外轮廓:采用T1刀具,打开轮廓编程对话框,拾取轮廓线,点击线上外切圆环定义刀具外切,设置进刀距离0.1,余量0.015切深-0.75,Z步距0.75。

图7 走零件外轮廓
轮廓精铣:采用T3刀具,只需把更换的刀具拖至工序栏,轮廓编程对话框会继承前面的程序参数,更改余量为0。

图8 轮廓精铣
铣键槽:T5刀具,采用轮廓铣削方式,注意进刀,因为是T型刀,要防止过切,切深-0.4,一刀到位。
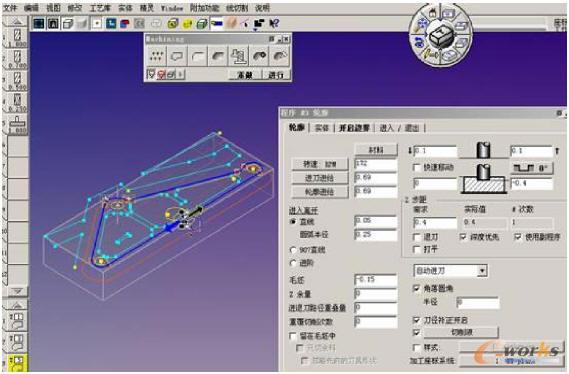
图9 铣键槽