



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控故障诊断盒的开发与制作
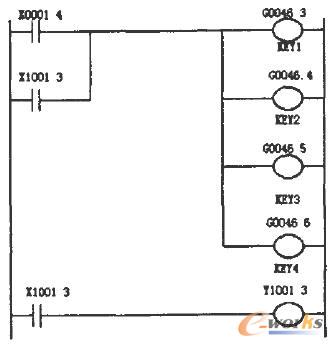
图10存储器保护故障设置梯形图
当KEY=0时:
KEY1:使刀具补偿值,工件零点偏移值和工件坐标系偏移量的输入有效。KEY2:使SETTING数据、宏变量和刀具寿命管理数据的输入有效。KEY3:使程序输入和编辑有效。EY4:使PMC数据有效(计数器数据表)。
当KEY=1时:
KEY1:使程序输入和编辑,以及PMC参数的输入有效。KEY2到KEY4:不用。
当信号为0时,输入无效,系统就会出现WRITE PROTECT(写保护),我们设置故障盒也就是要实现此功能,所以在KEY(X0001.4)按键下并联一个X1001.3,如图10,当X1001.3合上时,信号为0,即输入无效。而Y1001.3是相对应的LED灯。

图11 单程序段运行梯形图
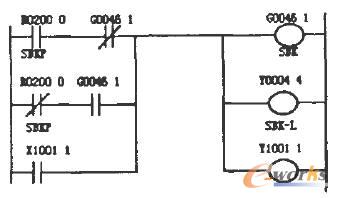
图12 单程序段运行故障设置梯形图
如图11是单程序段运行的梯形图,单程序段运行仅对自动运行有效,自动运行期间当单程序段信号(SBK)置为1时,执行完当前程序段后,CNC进入自动运行停止状态。当单程序段信号(SBK)设定为0时,重新执行自动运行。在用户宏程序执行期间的单程序段运行状态,取决于参数N.06000第5位(SBM)的设定:SBM=0在用户宏程序语句中运行不停止,执行了下一个NC指令后停止。SNM=1在宏程序语句中每个程序段后运行停止。如图12通过诊断盒设置,使单程序段信号G0046.1(SBK)置为1。

图13 机床锁住梯形图
如图13是机床锁住的梯图,所有轴的机床锁住信号MLK或各轴机床锁住信号MLK1~MLK4置为1时,在手动或自动运行中,停止向伺服电机输出脉冲(移动指令),但依然在进行指令分配,绝对和相对坐标也在被更新,所以操作者可以通过监控位置的变化来检查指令编制是否正确。当G0044.1为1时,在手动或自动运行时,不向所有轴的伺服电机输出脉冲(移动指令),机床工作台不移动。所以只要并联一个开关就可以使信号MLK置1,如图14。
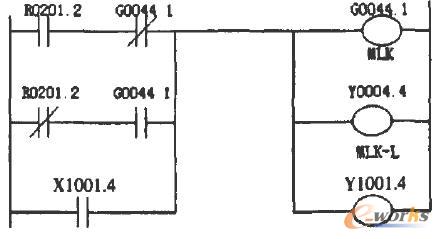
图14 机床锁住故障设置梯形图
参照示例,其他故障点设置如出一辙,在此就不一一叙述。
4 结论
数控机床是集合了计算机数字控制技术、可编程控制技术、伺服控制技术、机械传动技术、气动与液压技术的一体化产品。数控设备发生故障的原因很多,且往往带有多方面的综合因素,为方便分析和处理故障,以及对数控维修受训人员进行故障模拟训练,建构理论知识学习体系,均可采用本故障诊断盒模拟系统。
- 第1页:数控故障诊断盒的开发与制作(1)
- 第2页:数控故障诊断盒的开发与制作(2)
- 第3页:数控故障诊断盒的开发与制作(3)
- 第4页:数控故障诊断盒的开发与制作(4)
- 上一篇文章:GibbsCAM——典型零件加工CAM软件
- 下一篇文章:GibbsCAM多任务车铣复合加工(MTM)实例讲解