

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

GibbsCAM——典型零件加工CAM软件
本文介绍了合理确定数控加工工艺对实现优质、高效、和经济的数控加工具有极为重要的作用,只有选择合适的工艺参数及切削策略才能获得理想的加工效果。着重讲了一类零件具有较强的加工难度和复杂的工艺安排。
任何零件的加工都离不开工艺的指导,一个好的设计师更需要对零件加工工艺有较强的认知,只有这样你设计的产品才能保证具有完美的加工流畅性。合理确定数控加工工艺对实现优质、高效、和经济的数控加工具有极为重要的作用。其内容包括选择合适的机床、刀具、夹具、走刀路线及切削用量等,只有选择合适的工艺参数及切削策略才能获得理想的加工效果。近期遇见一类零件具有较强的加工难度和复杂的工艺安排,特写此文,以便大家共同讨论。零件如图所示:
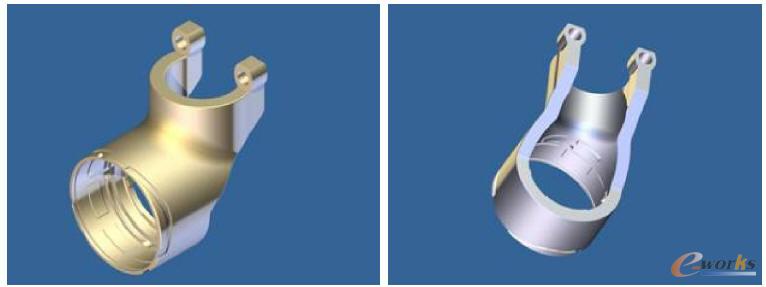
图1 零件图
该类零件的原始加工方法分为三道工序:
表1 零件原始加工方法
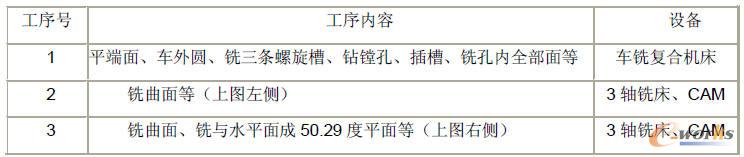
一道工序是指一个(或一组)工人,在一台机床上(或一个工作地点)对一个(或同时对几个)工件所连续完成的那部分工艺过程。也就是说原始加工方法中,需要用三台机床,至少要装夹三次,这种加工方法严重影响加工效率和生产成本,严重影响零件加工精度和各种形位公差(同轴度、对称度等),两台铣床分别对它加工时都必须做工装夹具,然而执行工序1中的车外圆时由于机床的轴向误差会在外圆柱面上产生圆跳动,这给后道工序2中的工装夹具制造带来了不少麻烦,通常都要做上好几套夹具,针对不同的圆柱面使用不同的夹具,每加工完一个零件都要花一段时间去更换夹具,等等这些弊端给生产带来了不可估量的损失。
09年8月购进一款GibbsCAM软件后,使得可以采用另外一种切削策略进行加工,GibbsCAM编程加工法,该方法只需一道工序:
表2 GibbsCAM编程加工法

- 上一篇文章:GibbsCAM教程合辑
- 下一篇文章:数控故障诊断盒的开发与制作