

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

轴流式叶轮端铣加工刀具轨迹生成研究
本文利用B样条曲线的局部性质,通过恰当选取迭代初始值,提高了曲面求交算法的计算效率;改进了参数筛选法确定刀具轨迹步长的算法,缩短了生成程序的长度,提高了加工效率。
图12为叶片精加工过程中的一个工步,图13为已完成3个叶片精加工的叶轮零件。从图中可以看出,叶片表面光滑平整,形位正确,与图11的仿真加工效果相同,证明了本文开发的CAD/CAM软件的正确性和工程实用价值。
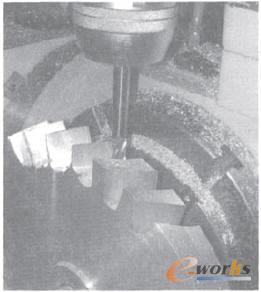
图12 叶片精加工工步
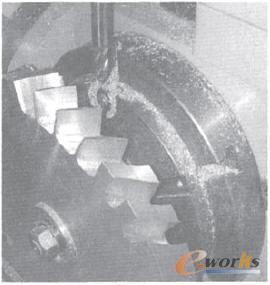
图13 已完成3个叶片精加工的叶轮
4 结束语
本文系统深入地研究了轴流式叶轮的造型和加工方法,通过提出基于B样条局部性质的对分法初值选取原则,提高了自由曲面和二次曲面求交算法的效率;在刀具轨迹生成方面,将端铣加工应用到了自由曲面叶轮叶片加工中,并改进了参数筛选法来确定步长;自主开发了轴流式叶轮CAD/CAM专用软件,应用本文提出的算法生成了刀具轨迹,并将该刀具轨迹在VERICUT仿真软件中进行了仿真加工。为了进一步验证该软件的工程实用性,还在一台五坐标数控机床上进行了实际切削加工实验。仿真和加工实验证明,本文提出的算法正确、可靠。开发的叶轮专用CAD/CAM软件具有一定的工程实用性,对自主开发整体叶轮加工专用CAD/CAM软件具有一定的借鉴意义。
- 上一篇文章:cnc加工零件的安装与夹具的选择
- 下一篇文章:JH125连杆模具电极的CAM实现