



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子802D数控系统PLC编程与应用
2.2.3 急停处理子程序EMG_STOP( SBR33)
EMG_STOP 子程序主要处理急停操作以及对伺服电源模块的上电和下电时序进行控制。
当主轴电机和冷却电机同时过载时, 利用Q4.0 及外部中间继电器切断控制回路电源; 当按下急停键、主轴电机过载、冷却电机过载、伺服电源模块未准备好或伺服电源模块I2t 报警的任一条件满足时急停动作, 由PLC→NCK 发要求急停信号( V26000001.1=1) , 同时可触发相应的报警信号。
当NCK→PLC 发急停有效( V27000000.1=1) 信号时, PLC程序按伺服电源模块的下电时序依次断开模块的控制使能信号( 端子64) 、脉冲使能信号( 端子63) 、启动接触器信号( 端子48) 。当急停退出时, PLC 则按相反时序完成伺服电源模块的上电。伺服电源模块的上下电时序如图4 所示, 图中t 一般取200ms。
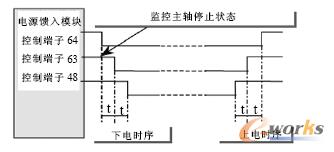
图4 伺服电源模块上下电时序图
2.2.4 802D 机床控制面板MCP 信号传递子程序MCP_802D( SBR34)
MCP_802D 子程序主要是将MCP 上各按键的动作信号送至PLC, 包括伺服使能、主轴控制、系统控制方式选择、NC 启停及复位、各轴点动控制、主轴及进给倍率、增量选择等信号,并将NCK 已确认的增量值、NC 启停等信息返回MCP。
2.2.5 MCP 和HMI 信号处理子程序MCP_NCK( SBR38)
MCP_NCK 子程序主要将MCP 上已选择并送到PLC 的NC 启停及复位、系统控制方式、增量值、主轴及进给倍率、各轴点动控制、快进以及HMI 上所激活的空运行、快进倍率生效、程序跳段和测试等信息送NCK。各轴点动控制信息送NCK 前应进行越限判断。
2.2.6 据HMI 接口信号选择手轮子程序HANDWHL( SBR39)
由于系统中只安装了一个电子手轮( 802D 系统最多可安装三个电子手轮) , 因此在用手轮控制各轴进给时, 需要在HMI 中用软键选择要控制的轴号。HANDWHL 子程序的作用:一是初始化手轮在机床坐标系中选择的轴号, 二是判断和激活用户所选择的轴号并送NCK, 由NCK 根据手动控制方式下选择的增量实现对相应轴的手轮脉冲进给控制。
2.2.7 主轴和进给轴控制子程序AXIS_CTL( SBR40)
AXIS_CTL 子程序用于主轴和进给轴控制。主轴的控制是根据MCP 选择的主轴控制信号或NC 程序译码得到的M代码实现主轴的启停及正反转控制。进给轴的控制首先根据伺服电源模块控制使能和脉冲使能启动信号, 将各轴的伺服使能和脉冲使能信号送NCK, 如电源模块的脉冲使能信号消失,则将各轴伺服使能复位信号送NCK; 接着根据Z 轴伺服电机的工作条件完成Z 轴电机抱闸的控制; 最后进行机床回参考点以及各轴点动进给的控制, 并进行各轴进给的越限判断及处理, 出现越限时禁止进给并触发相应的系统报警信息。
2.2.8 冷却泵控制子程序COOLING( SBR44)
PLC 程序设计时在用户选择键中定义了一个冷却控制键KT5, COOLING 子程序首先根据冷却泵的当前状态及KT5 键的触发情况判断冷却泵的启动或停止控制触发信号, 然后在手动方式下根据控制信号实现对冷却泵的控制, 如是在AUTO或MDA 方式下, 则根据NC 程序译码得到的M代码实现对冷却泵的控制。当急停、NC 复位、程序测试有效、冷却泵电机过载、M2 或M30 指令任一信号有效时, 均要停泵。
3 结束语
802D 数控系统PLC 的编程, 是在完成机床数控系统配置及电气控制设计回路设计的基础上, 根据机床控制功能要求、系统连接方式和I/O 地址分配, 利用802D 系统子程序库并参考和修改西门子公司提供的实例程序来完成的, 不同的系统配置, 不同的机床功能要求, 系统的PLC 程序会不一样, 但编程的原理和方法是一致的。由于篇幅有限, 具体的PLC 程序以及程序的调试方法, 读者可通过阅读和研究西门子公司相关资料来掌握。
- 上一篇文章:百万核电汽轮机高压外缸深孔数控技术加工工艺改进
- 下一篇文章:基于PC+NC的开放式数控系统平台的研究与应用