



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子802D数控系统PLC编程与应用
下面以在AUTO 状态下启动NC 程序,来说明接口信号的传送和处理过程:
(1) 按下MCP 上的AUTO 方式按键时, V10000000.0=1, 实现MCP 的按键信号向PLC 传送, PLC 可据此位数据可判断用户是否按下AUTO 方式按钮。
(2) 系统处于AUTO 方式后, V11000000.0=0, 实现PLC 向MCP 回传系统已处于AUTO 方式。
(3) 按下MCP 上的NC 启动按键时, V10000001.7=1,实现MCP 向PLC 传送用户的NC 启动命令。
(4) PLC 收到NC 启动命令后, V11000001.7=1, 由PLC 向MCP 回传NC 已启动信号; 同时, V32000007.1=1, 由PLC 向NCK 传送NC 启动命令。
(5) NCK 开始执行用户已选定的NC 加工程序,V33000003 .0=1, 并由NCK 向PLC 传送程序已处于运行状态的信息。
(6) NCK 执行NC 程序并通过伺服驱动模块控制各进给轴运动, 当程序中执行到M3 功能时, 经NCK 译码,V25001000.3=1, NCK 向PLC 传送主轴正转启动命令。
(7) PLC 经PP72/48 模块以及机床电气接口实现主轴正转启动和自保持控制, 同时, V11000001.6=1, PLC 向MCP 传送主轴已正转信息。
(8) 在用户程序执行过程中, 如果出现了主轴或冷却电机过载等机床电气故障, 故障信号从PP72/48 送入PLC 并在PLC 程序中触发用户报警, 再由PLC 以变量的形式将对应的报警号送至HMI。最后HMI 根据已编好并下载到数控系统的报警文件将报警信息显示出来。
2 数控系统PLC 程序编程
802D 数控系统的PLC 编程使用专用的Programming toolPLC 802D 工具软件, 其编程环境和程序结构类似SIMATICS7- 200 PLC, 由一个主程序和相关子程序组成, 使用LAD( 梯形图) 作为编程语言, 但所使用的通信接口和通信电缆与S7- 200 PLC不同。
802D 系统PLC 程序的设计可参考西门子公司利用802DPLC 子程序库编写的铣床PLC 应用实例, 并结合铣床具体的系统配置、I/O 信号地址分布以及系统模块的连接方式, 修改实例程序来获得铣床的PLC 控制程序。
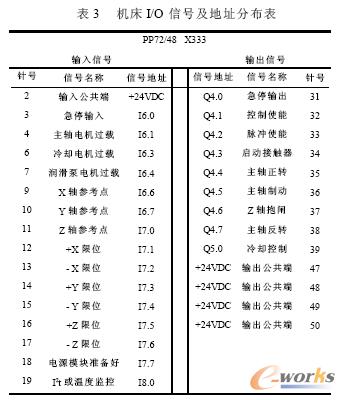
2.1 信号地址分布说明
根据图1 的系统连接方式, MCP 各按键的地址分布如表2 所示, 机床I/O 信号接至X333 后的I/O 分布如表3 所示, 其中输出信号均为驱动24VDC 中间继电器的开关信号, 经中间继电器的触点实现对外部强电回路的控制。
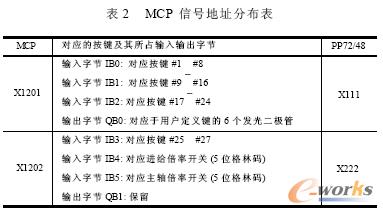
在MCP 的用户选择键中, 定义KT4 键( #5) 为伺服使能控制, 定义KT5 键( #6) 为冷却控制键, 各键上方的LED 为对应状态指示灯。
- 上一篇文章:百万核电汽轮机高压外缸深孔数控技术加工工艺改进
- 下一篇文章:基于PC+NC的开放式数控系统平台的研究与应用