



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC与ClMPLIClTY在汽车流水线控制系统中的应用
手动模式:用于系统出现故障和调试的情况,在CIMPLICITY监控画面上输出报警信息,在此状态下,变频器的输出均为低速输出为10HZ,在远程操作站控制面板上的按钮来控制滚床的动作,使滚床在正确的位置。当把报警消除后,将自动/手动按钮调至自动状态,复位启动,图7为该程序模块的控制流程图。
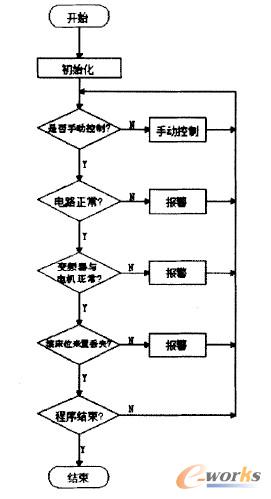
图7 手动动控制流程图
自动控制模式:在自动模式下,主控柜内的交流接触器吸合,电机与变频器接通。此时变频器在PLC控制下有两个输出频率,高速50HZ与中速30HZ,滚床与电气元件将根据现场工艺条件动作,调整撬体的运行速度,合理的完成滚床问承载汽车配件的交接,使汽车装配线流快捷,控制流程图如图8所示:滚床上件的动作条件:
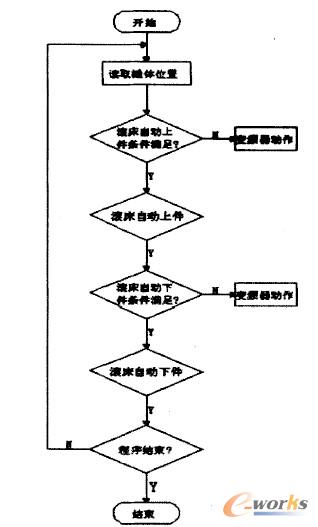
图8 自动运行流程图
本单元滚床:1滚床上无橇体,2硬件驱动工作正常,3人口没有封锁。
前单元滚床:1滚床上有橇体,2硬件驱动工作正常,3出口没有封锁。
正向上件的动作过程:
首先,橇体从前单元滚床由本单元设备的入口高速进入滚床,橇体先感应进占位开关,本单元滚床的变频器将输出高速频率;当橇体感应到进减速开关时,变频器输出中速频率;最后,当橇体感应到进到位开关时,变频器停止,橇体停止,上件过程完毕。此时,橇体应该且必须感应到所有传感器开关,即进占位开关,进减速开关滚床下件的动作条件:
本单元滚床:1滚床上有橇体,2硬件驱动工作正常,3出口没有封锁
后单元滚床:1设备上无橇体,2硬件驱动工作正常,3入口没有封锁正向下件的动作过程:
首先,橇体从本单元设备由后单元设备的人口高速进入后单元设备,橇体先感应后单元设备进占位开关,此时后单元设备的变频器输出高速频率;当橇体感应到进减速开关时,变频器中速输出中速频率;最后,当橇体移完全动到后单元设备且感应到进到位开关时,变频器停止输出,橇体停止,下件过程完毕。此时,本单元设备上所有传感器进占位开关,进减速开关与进到位开关均无感应。
- 上一篇文章:西门子S7系列和三菱FX系列PLC的编程软元件和指令的比较
- 下一篇文章:伺服调整工具调试配置华中8型数控系统