



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC与ClMPLIClTY在汽车流水线控制系统中的应用
4 系统软件设计
4.1 下位机控制程序设计
下位机程序是由AB公司开发的RSLogix 5000软件实现的,RSLogix 5000企业版序列软件用来与罗克韦尔自动化Logix平台协同工作。RSLogix 5000软件兼容IEC 611 31—3标准,提供梯形图逻辑、结构化文本、功能块图、顺序功能表编辑器以用于开发应用程序,还包括支持运动控制的轴配置和编程,它应用于ControlLogix系列PLC,同时也可以作为实时监控用户程序的执行状态使用。整个控制系统的主要要求是检测传感器信号,按照系统的控制流程,通过执行元件和变频器对滚床上电机进行控制实现现场设备对工件的合理交接,其整体控制流程图如图5所示。
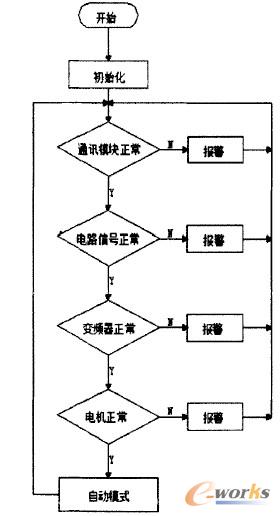
图5 PLC控制主流程图
系统程序流程说明如下:
1. 系统采用模块化编程,每一段程序由主程序调用模块,网络及电源通讯模块,运行模块,故障诊断与报警输出模块等组成。主程序调用模块的作用是初始化
子程序,调度子程序,降低程序复杂度,使程序的设计,调试和维护等操作简单化。
2.网络及电源通讯模块:在此模块中,主要将主控柜中的IBl6中的数据引入程序中,此处要根据实际情况添加报警,通过接收信号,保证丰控柜内各个电器元件工作正常,使系统能够正常运行。图6为其控制流程图。
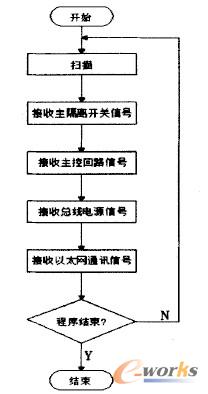
图6 网络及电源通讯控制流程图
3.故障诊断与报警输出模块:在此模块中,程序通过接收到的电路保护信号,以及工艺设备的故障报警信号,根据一定的条件得出诊断结果。如果没有故障,仅有报警的话,程序继续执行,但会在不影响现场工艺运行的情况下显示报警状态。如果有故障的话,现场设备停止运行,输出报警信息,通知工作人员进行处理。
4.运行模块:按系统要求,在运行模块下,系统的工作方式有两种:自动模式和手动模式,此两种模式均在远程操作站的面板按钮实现。
- 上一篇文章:西门子S7系列和三菱FX系列PLC的编程软元件和指令的比较
- 下一篇文章:伺服调整工具调试配置华中8型数控系统