



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于NX的叶轮高速加工技术
2.3.2 精加工叶轮弧形面
叶轮弧形面需划分为若干区域来分别切削,此例分为10片叶片,故分成10部分。
在创建操作对话框中,根据表面加工特点选“null_multi_axis”类型,其余依次选“VARIABLE_CONTOUR”,“PROGRAM”、“T4R2”、“MCS_MILL”、“MILL_FINISH”,设置如图10所示;设置可变轴轮廓部件几何体为全部叶轮弧形面,指定切削区域为分割后的叶轮弧形面之一。

图10 可变轴轮廓操作参数设置
在弧形面精加工中重点是驱动方式的选择,选择驱动为“流线”,重新选择流曲线及添加交叉曲线,如图11所示,设置驱动步距数为20,投影矢量为指定矢量,并选Z轴,刀轴为垂直于部件或驱动体,主轴速度为8000,进给率为1500;最终生成如图12所示叶轮单片弧形面的精加工刀路,用同样办法复制生成其余9片弧形面的精加工轨迹。
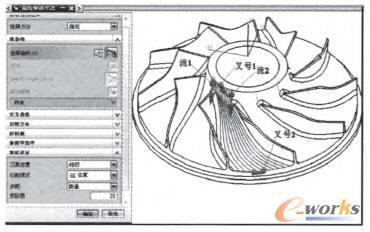
图11 动流线选择

图12 生成叶轮单片弧形面的精加工刀路
2.3.3 叶片精加工
叶片为复杂曲面,其精加工可使用可变轴曲面轮廓铣的“表面积”驱动方式,且投影矢量垂直于驱动体,刀轴为侧刃驱动。在创建操作时,选“mill_multi_axis”类型、刀具使用“T3R2”,指定切削区域选择为单个叶片的曲面,设置叶片上除倒圆角外的其余3个面为驱动体,注意选择时须依次选择,且选择的面必须依次相连,步距数为30,如图13所示;并设置投影矢量为垂直于驱动体,侧刃驱动体为刀具夹持器的矢量方向,主轴速度为8000,进给率为1500,生成叶轮叶片的精加工刀路如图14示;同理生成其余9片叶片的精加工轨迹。

图13 叶片驱动方法设置

图14 生成叶片的精加工刀路
- 第1页:基于NX的叶轮高速加工技术(1)
- 第2页:基于NX的叶轮高速加工技术(2)
- 第3页:基于NX的叶轮高速加工技术(3)
- 第4页:基于NX的叶轮高速加工技术(4)
- 第5页:基于NX的叶轮高速加工技术(5)
- 上一篇文章:如何才能提高加工效率和延长数控刀具寿命
- 下一篇文章:水轮机叶片造型及数控铣削