



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于NX的叶轮高速加工技术
2.2 叶轮半精加工
半精加工使用5轴深度加工,“外形轮廓加工”驱动方式,投影矢量为“朝向点”。
在创建操作对话框中需注意选择“mill_multi_axis”类型,其余选择“ZLEVL_5AXIS”、“PRO_GRAM”、“I2R3”、“WORKPIECE”、“MILL_ROUGH”,如图6所示;“指定切削区域”为叶轮弧形面和叶片曲面,选择刀轴的倾斜方向为“远离点”,并通过点构造器设置参照点坐标为(0,0,-200),设置“倾斜角”为50,最大壁高为45;设置刀轨中全局每刀深度为0.5,切削顺序为“深度优先”,设置切削参数“策略”选项卡,设置“在边上延伸”,余量为0.1,主轴速度为15000,进给率为2000;最终生成半精加工刀轨,仿真显示,如图7所示。

图6 五轴半精加工操作参数设置
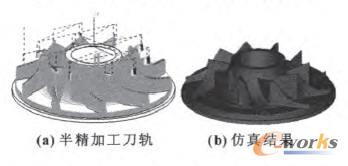
图7 生成叶轮表面五轴半精加工刀轨及仿真加工结果
2.3 叶轮精加工
2.3.1 精加工叶轮内孔和台阶面
在创建操作对话框中,先需选择“mill_contour”类型,并依次设置:“ZLEVL_PROFILE”,“PRO_GRAM”、“T3D10”、“WORKPIECE”、“MILL_FINISH”,指定切削区域为内孔表面;在叶轮内孔与台阶面精加工中,需注意加工参数的设置,设置刀轨中全局每刀深度为0.5,所有刀路、半径为30,步距限制为150,最小拐角0,最大拐角175,“策略”选项卡中,选“在边上延伸”,设置余量0.1,设置“连接”选项卡:沿部件交叉斜进,倾斜角度30,选择“在层之间切削”,步距15,选“短距离移动上的进给”为25,步距为15,主轴速度为8000,进给率为1500;最后生成叶轮内孔面精加工刀轨,仿真结果如图8所示。

图8 生成叶轮内孔面精加工刀轨及仿真加工结果
在操作导航器中复制孔精加工操作,选择叶轮的台阶面为操作加工的区域,其余参数不变,最后生成台阶侧面的精加工刀路,如图9所示。
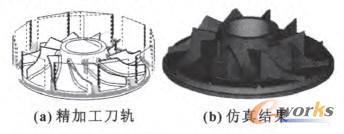
图9 生成叶轮台阶面精加工刀轨及仿真加工结果
- 第1页:基于NX的叶轮高速加工技术(1)
- 第2页:基于NX的叶轮高速加工技术(2)
- 第3页:基于NX的叶轮高速加工技术(3)
- 第4页:基于NX的叶轮高速加工技术(4)
- 第5页:基于NX的叶轮高速加工技术(5)
- 上一篇文章:如何才能提高加工效率和延长数控刀具寿命
- 下一篇文章:水轮机叶片造型及数控铣削