

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于NX的叶轮高速加工技术
文章介绍了基于NX7.0的高速数控编程操作过程。分析了典型叶轮零件的工艺设计流程,主要进行了叶轮零件3轴粗铣加工、5轴半精加工,通过深度轮廓、可变轴轮廓、清角加工等方法对叶轮零件各部分进行精加工,进行了仿真验证。
2 叶轮加工技术
2.1 叶轮粗加工
型腔铣是大多数复杂零件粗铣加工主要方式,叶轮粗加工可使用3轴的型腔铣切削方式进行。
(1)加工前准备
完成叶轮建模后,如图2所示选择“mill_contour”型腔铣加工环境;设置毛坯上面中心为加工坐标系;并依次创建表1的4把刀具并命名:
TID10R2、T2D10、T3R3、T4R2,如图3所示;打开“铣削几何体”对话框,分别选定毛坯及部件。
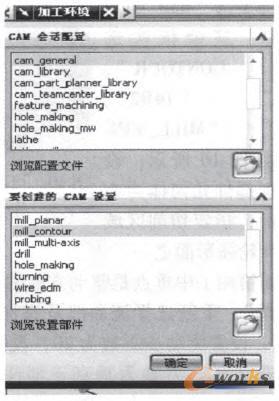
图2 设置型腔粗铣加工环境

图3 设置5参数刀具
(2)创建型腔铣操作
在“创建操作”对话框中,依次选择子类型“CAVITY_MILL”、程序“NC_PROGRAM”、刀具“TID10R2”、几何体“WORKPIECE”、方法“MILL_ROUGH”,参数设置如图4所示,注意在选择相关参数时是在前期设置基础上进行的,需保持一致;刀轨参数为“跟随周边”、“%刀具平直”75、“全局每刀深度”1,设置切削参数“策略”为深度优先、选“岛清理”、“余量”0.5、“空间范围”中“毛坯”选择“使用3D”、“主轴转速”为12000、“进给率”为5000;最后生成刀轨,确认仿真加工,如图5所示。
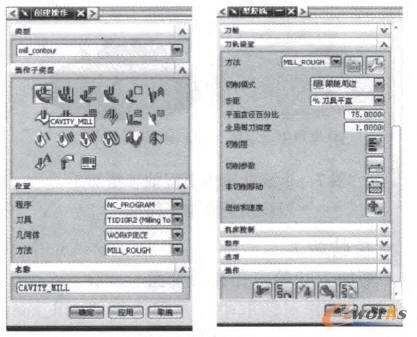
图4 粗加工操作参数设置

图5 生成粗加工刀轨及仿真加工结果
- 第1页:基于NX的叶轮高速加工技术(1)
- 第2页:基于NX的叶轮高速加工技术(2)
- 第3页:基于NX的叶轮高速加工技术(3)
- 第4页:基于NX的叶轮高速加工技术(4)
- 第5页:基于NX的叶轮高速加工技术(5)
- 上一篇文章:如何才能提高加工效率和延长数控刀具寿命
- 下一篇文章:水轮机叶片造型及数控铣削