



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于数控编程软件的工艺和手工编程的应用研究
四、带有拔模角度的轮廓加工
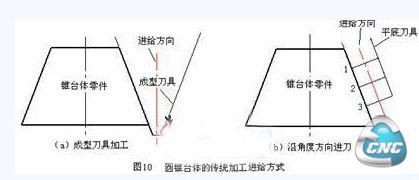
对于像棱锥台、圆锥台等零件,存在角度轮廓面需要加工。在传统加工技术中,通常有二种进给方式,如图10所示。图10a进给方向为垂直方向,需采用和零件角度一致的专用成型刀具。图10b采用普通的平底刀具,但其进给方向要与零件的角度方向一致,通常是将铣刀头扳转一定角度,使其与零件角度方向一致。
在数控加工中,尤其是在三轴数控加工中,刀具的进给只能沿着各坐标轴方向运动,因而刀具轨迹由几个方向的 坐标运动复合而成,如图11所示。图11a采用平底刀具,图11b采用球头刀具,1、2、3分别代表刀具在三个高度上的加工起点位置,也即1、2 、3层的位置。刀尖的轨迹形成了实际上的加工面,图中用红色线表示。这就从加工原理上决定了实际加工表面与所要求的理想表面有误差。这个误差可以由“每层下降高度”来限定。减小每层下降高度就可以减小该误差。
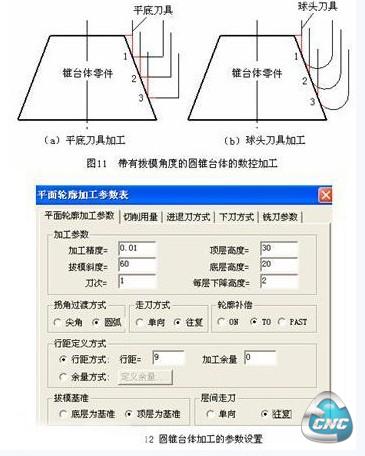
从图11中可以看出,球头刀具比平底刀具加工产生的误差小。因此,在设计带有拔模角度的轮廓面精加工轨迹时,应选用球头刀具、减小每层的下降高度,以提高表面质量。但对于粗加工,多数还是选择平底刀加工,以提高生产率。在CAXA制造工程师中,还有“拔模角度”和“拔模基准”两个参数需要设定,如图12所示。
圆锥台面的手工编程要用到宏程序,在此不作介绍。
五、结束语
以上是CAXA制造工程师软件应用实践中比较典型的几个方面,还有许多实际应用的技巧,不再一一絮述。总之,在学习和使用数控自动编程软件设计加工程序的过程中,不能忽略加工工艺知识的灵活应用,不能将其与手工编程完全割裂开。一个优秀的编程人员,应该同时具备工艺常识、手工编程技能和自动编程软件的使用技巧。将三者结合起来思考应用,会加深我们对编程软件的透彻理解和良好应用,达到优化程序设计、增强软件使用效能的目标。
- 第1页:基于数控编程软件的工艺和手工编程的应用研究(1)
- 第2页:内凹腔加工
- 第3页:“加工余量”的巧妙利用
- 第4页:带有拔模角度的轮廓加工
- 上一篇文章:NX固定轴曲面轮廓铣在三次B样条曲面加工中的应用
- 下一篇文章:弧面分度凸轮的三维实体建模与数控加工