

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于Master CAM的薄壁盒体零件的数控加工与仿真
薄壁零件是由各种薄型板(壳)和加强筋构成的轻量化结构,相对刚度较低、加工工艺性差,在切削力、装夹力等因素作用下极易发生变形和振动,制造难度极大。本文通过对薄壁盒体零件数控工艺的合理制定,基于Master CAM软件进行工艺参数设置,模拟仿真加工并自动生成数控程序,有效防止薄壁盒体在加工中产生变形、振动现象,从而实现薄壁盒体零件的高精、高速和高效加工。
1.2.2 进刀方式的选择
“2D挖槽加工”有直线下刀方式和斜线下刀方式的设置,而采用“斜插式”进刀时,可以减小刀具在下刀时对工件Z向薄壁处周期性冲击而引起强迫振动,同时可以延缓刀具底齿的磨损时间(见图5),提高刀具的使用寿命。
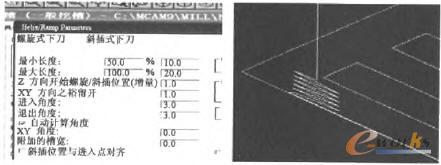
图5 斜线下刀
1.2.3 分层方式的选择
“2D轮廓加工”和“2D挖槽加工”,在分层铣削之顺序中有“依照区域”和“依照深度”两种设置,选后者可以做到整个大面的层层剥离,使工件均匀受力,减少变形的产生(见图6)。
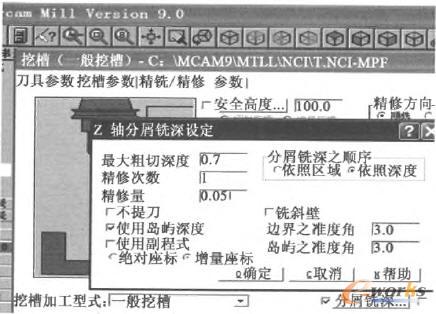
图6 分层设置
1.2.4 刀具的改进
薄壁类零件最容易产生的现象是薄壁铣弯、铣通。只要在刀具上做个小小的改动(尖角倒圆角)就可以避免这种现象的发生(见图7)。这样在分层加工薄壁时,就会在根部始终有个圆角,起到了类似加强筋的作用,减少颤动的频率(见图8)。在非标准“T”型刀具的定制中,应把标准的直齿式改成螺旋式切削刃(见图9),这样可大大减小切削力对变形的影响。

图7 尖角倒圆角

图8 效果图
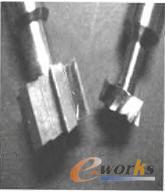
图9 螺旋式切削刃
1.2.5 数控加工工艺
加工工艺是指导加工生产的灵魂,合理的工艺能够解决零件变形、表面粗糙度及加工效率等。图10是薄壁腔体数控加工的工艺过程。
- 上一篇文章:基于Master CAM加工的快速选刀研究
- 下一篇文章:渗透工业界的人机界面