

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

GibbsCAM——典型零件加工CAM软件
本文介绍了合理确定数控加工工艺对实现优质、高效、和经济的数控加工具有极为重要的作用,只有选择合适的工艺参数及切削策略才能获得理想的加工效果。着重讲了一类零件具有较强的加工难度和复杂的工艺安排。
下面详细介绍此方法的加工工步安排:
1.棒料毛坯装夹在主轴上(直径为110mm的铝合金棒料,通用夹具即可),主轴加工。
2.平端面、车外圆、钻孔、镗孔、钩内槽、半精车、半精镗孔(属于简单类加工)。
3.铣外圆柱面上三条螺旋槽,如图所示:

图2 铣外圆柱面上三条螺旋槽
此螺旋槽宽3.2mm,用直径为3mm的铣刀铣削,步距为0.1,总共走了3刀,以前一直考虑第一刀和剩余两刀能不能设置不同的进给量,因为第一刀是满切削,剩下两刀只走了0.1mm的余量,然而GibbsCAM软件解决了该问题,可以通过‘可变进给速率’来控制任何一个地方你所想要的任何进给量,大大的节约了加工时间。转速S2500,进给量不同的地方分别为F200、F400,加工时间3分钟。
4.铣柱面,如图所示:
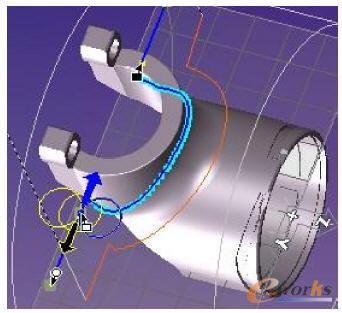
图3 铣柱面
该圆柱面编程较简单,只需在YZ上的圆柱底面围绕圆柱取一段圆弧即可,直径10mm 头铣刀转速S2000,进给量F150,加工时间为1分6秒。
5.铣曲面1,如图所示:
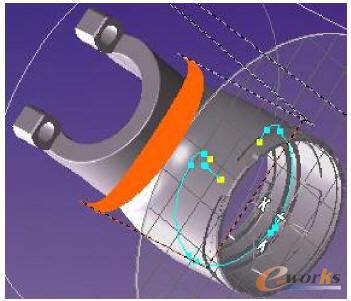
图4 铣曲面1
该曲面采用直径10mm的球头铣刀铣削,GibbsCAM编程时采用曲面加工法,只需控制转速、进给量和加工步距即可。加工步距0.05mm,转速S2000,进给量F500,加工时间18分钟(曲面最大直径为68mm)。
- 上一篇文章:GibbsCAM教程合辑
- 下一篇文章:数控故障诊断盒的开发与制作