

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

GibbsCAM软件中叶片的车铣复合加工
本文介绍了使用高端车铣复合编程软件能快速的生成加工程序,并且可以提前看到程序结果以保证机床的实际加工效果,从此叶片看我们只进行了一次装夹,并且实现了从简单的车削到3轴铣以及后面的高级4轴联动铣削加工。
四、在上图代码格式中C=90,表示该坐标平面位90度平面。当然,另外一个面应该是270度平面。使用同样的加工策略清除另外一面的毛坯,参数如下:
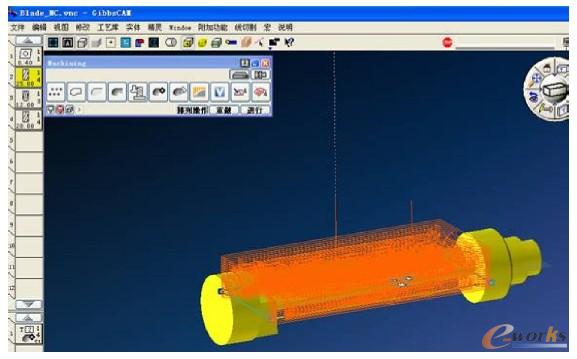
图7 定位加工反面界面
代码格式如下:(其中C轴旋转了180度定位为C270)。
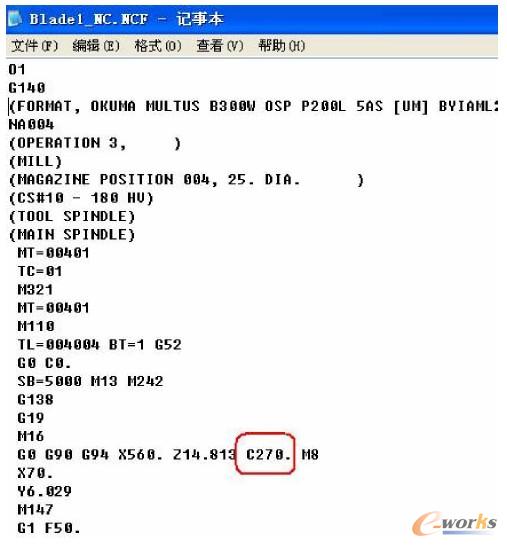
图8 4 轴定位加工代码
五、由于前面4轴定位加工采用实际上是3轴的开粗加工策略,所以有些角落还是有些毛坯残留的,所以还需要先进行一次半精加工。半精加工我们可以采用4轴联动的加工方式了。
在建立4轴联动加工的时候,我们得先确定坐标系统,因为多轴车铣复合加工的设备,旋转轴多数为C轴旋转,所以得先确定坐标。

图9 坐标系统管理