



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

通过人机界面实现伺服压装深度的在线修改
3、数控系统中导管压装程序块格式
在611U数控系统中,压装导管的程序块使用的是基本的定位指令。每个驱动轴最多可独立编程达64个移动程序段,程序保存在参数中。一个程序段包含程序段号、指令、指令参数、方式、位置、速度、加速度修调、减速度修调和结束方式,如表5。
表5 基本定位指令程序段格式

上面程序段段号为3,PLC调用3号程序时,这段定位程序执行。定位程序无指令参数,方式选择有两种:ABSOLUTE为绝对位置定位方式;RELATIVE为相对位置定位方式。定位目标位置为200.000mm,运动速度为1500mm/min,加速度和减速度都为100%。程序段的结束方式一共有三种:END、CONTINUE WITH STOP、CONTINUE WITH FLYING:
END方式下程序运行完这个程序段后,就结束;
CONTINUE WITH STOP方式下程序运行完这个程序段后,轴减速停止,然后继续执行下一个程序段;
CONTINUE WITH FLYING方式下程序运行完这个程序段后,轴不停止,然后继续执行下一个程序段,后两种方式程序段如表6;
表6 CONTINUE WITH方式下程序段

上面两段程序执行过程中,速度与时间的曲线图如图1。
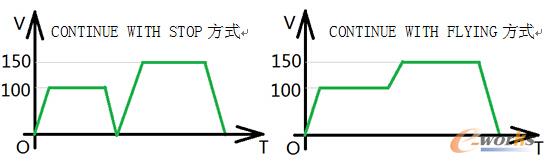
图1 两种方式下速度与时间的曲线图
从上面的曲线图中可以直观的看出CONTINUE WITH STOP方式和CONTINUE WITH FLYING方式的区别。
4、数控系统中导管压装程序块对应的参数
在611U数控系统中,每一个程序块中的每一项都对应着一个参数,程序块可以通过参数来修改,因此PLC通过总线数据的传递即可更改这些参数,实现PLC更改数控程序。
与程序块对应的参数为80—87号,对应关系如表7。
表7 参数80-87对应关系

在611U数控系统中每个驱动轴有64个程序段,如何与64套单独的参数相对应,系统通过索引下标区分这64个程序段对应的参数,即80—87号每个参数都要带一个索引下标,下标范围为0—63,共64个,用来区分不同的程序段。每一个程序段的每一个信息都有一个参数与之对应,PLC通过总线可以更改任意一个程序段的任何信息。
本机床需要更改压装导管的深度位置,必须知道压装导管程序中压装深度位置对应的参数,因压床可以对两种类型的零件进行压装,所以压装两种类型的导管也有两个程序,在611U程序块中对应的是3号程序和13号程序,压装深度位置对应的参数是81号参数,因此要更改压装深度就要从PLC中更改参数81:3和参数81:13这两个(3和13是参数81的索引下标)。
- 第1页:通过人机界面实现伺服压装深度的在线修改(1)
- 第2页:数控系统中导管压装程序块格式
- 第3页:PLC读写数控压装深度参数的功能块设计
- 第4页:人机界面开发
- 上一篇文章:提高机械制造系统中数控切割机生产效率
- 下一篇文章:安筱鹏解读智能制造之三:生态系统主导权之争