



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控技术在飞机上舱门框体高速加工应用
四 工艺路线安排
加工工艺路线安排:凹面粗加工一翻面_+凸面粗精加工一翻面一凹面精加工。由于该零件材料的去除主要在凹面,先粗加工凹面可以有效释放应力,控制零件变形。另外根据高速加工技术的特性,不再需要普通数控加工方案中半精加工、校正、时效等中间工序,从而大大缩短了生产周期。
五 装夹、定位方案
上舱门框体为双曲面零件,毛坯状态为环锻件,不好装夹和定位。通过对零件结构、毛坯状态分析及为了确保零件的加工质量,决定订制三套型面铣床夹具工装。工装两头要求做出两个工艺孔(用于找正工装),同时在工装上制出夹紧螺纹孔。为减小螺钉的长度以便装夹和工装制造,工装上的螺纹孔垂直定位面。
1 凹面粗加工工装
以五分之一环锻件的凸面定位,粗加工凹面各框。为能够快速定位找正零件,首先根据毛坯的实际余量,在工装两侧装上挡销,零件贴紧挡销,保证四周加工余量均匀后用压板压紧零件,然后在零件上制出装夹定位工艺孔及夹紧螺纹孔,以便零件在进行凹面粗加工时用螺钉夹紧。之后,松开压板夹紧螺钉,避免加工中刀具与压板产生碰撞(见图5、图6)。

图5凹面粗加工工装图

图6凹恧粗加工工装
2 凸面粗、精加工工装
以粗加工了的凹面和零件上两装夹定位工艺孔定位,夹紧螺钉,粗、精加工凸面(见图7)。

图7凸面粗、精加工工装图
3 凹面精加工工装
以零件凸面和零件上两装夹定位工艺孔定位,夹紧螺钉,精加工凹面各框(见图8)。
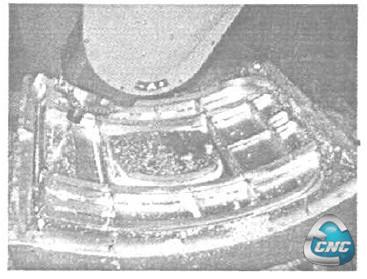
图8凹面精加工工装
六 程序的编制
使用UG编程软件编制加工程序,编程时充分利用软件功能,将高速加工理念贯彻到加工程序中,根据零件结构特点、难点。从零件加工的工艺流程进行阐述程序的编制。‘
1 凹面粗加工编程
上舱门框体为框类零件,在凹面粗加工过程中,单面大量材料的去除容易导致零件的变形。为解决零件的变形主要采用如下方法:首先使用固定轴的加工方式粗加工凹面顶面(见图9),保证表面余量均匀为3mm;然后采用对称分层优先去除余量走刀方法粗加工各个框(见图10,按照图示数字顺序(1、2...12、13)进行加工)。这样可使材料均匀地被去除,同时,又使残余应力重新分布而引起的加工变形尽可能的减少。在编制程序时,控制加工轨迹光滑圆弧过渡,转角处不出现尖角,避免在转角处出现大幅度的减速,以保证零件质量和提高加工效率。
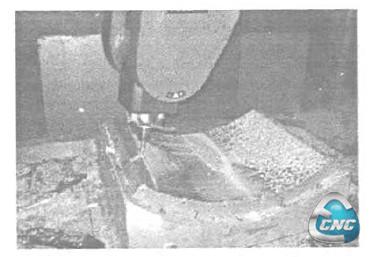
图9凹面粗加工
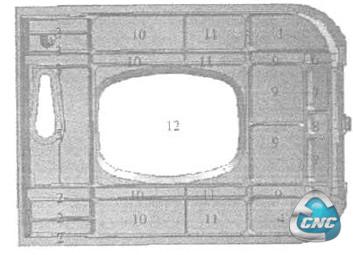
图10加工顺序
- 第1页:数控技术在飞机上舱门框体高速加工应用(1)
- 第2页:工艺路线安排
- 第3页:凸面粗、精加工编程
- 上一篇文章:数控技术专业落实人才培养模式的具体措施
- 下一篇文章:数控技术专业教学改革的保障措施