

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC的不锈钢锅复合压力焊自动化生产线设计
本文分析现有不锈钢锅复合压力焊的生产方式、工艺以及存在问题的基础上,构建了由已有的中频加热机、冲压机、冷却输送带,新设计的送料输送带、送料机械手、上下料机械手和出料输送带组成的不锈钢锅复合压力焊自动生产线,并利用PLC和触摸屏进行软硬件设计,实现不锈钢锅复合压力焊自动化生产,该生产线提高了复合压力焊工序的自动化水平,减轻了工人的劳动强度,提高了生产效率。
3 不锈钢锅复合压力焊自动化生产线控制系统设计
3.1 控制系统硬件设计
为了满足不锈钢锅复合压力焊自动化生产线的控制要求,控制系统采用基于PLC和触摸屏的控制方案,其中PLC选用三菱公司型号为FX2N一64MT的产品,触摸屏选用W西nView公司型号为MT-506M的产品,触摸屏通过RS232C串口和CPU进行通讯,控制系统硬件结构组成如图7所示。
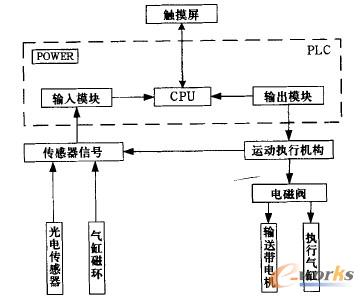
图7控制系统硬件结构图
3.2 控制系统软件设计
按照上述设计过程,将控制系统运行方式分为手动运行和自动运行两大部分。其中,手动运行方式可以实现各个模块的单独手动控制操作;自动运行方式采用顺序控制方法,能对各逻辑关系、顺序等进行精确控制,使各模块有条不紊互相协调运行,控制系统的程序流程如图8所示。
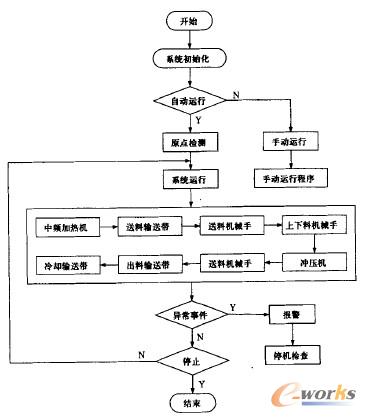
图8程序流程图
4 结束语
根据任务确定了不锈钢锅复合压力焊自动化生产线的机械本体和控制系统方案,将不锈钢锅复合压力焊自动化生产线分为送料输送带、送料机械手、上下料机械手和出料输送带,并选用PLC和触摸屏对自动化生产线进行控制。经现场调试运行,本自动化生产线运行良好,达到了设计要求。企业使用后反映,该设备运行稳定性好,可靠性高,投入生产线后,不但改善了工人工作环境和降低了工人劳动强度,而且还提高了生产效率和产品质量。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:Num数控对有一百多个轴生产线的控制
- 下一篇文章:数控技术专业人才培养的方法和途径