



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC的不锈钢锅复合压力焊自动化生产线设计
2 不锈钢锅复合压力焊自动化生产线关键结构设计
2.1 送料输送带结构设计
送料输送带的工作要求是把已加热的不锈钢锅工件快速输送到送料机械手,如图4所示,其包括一号输送带单元和来回推料单元,一号输送带单元采用不锈钢网带结构,在送料输送带电机的运转下可以把已加热的不锈钢锅工件快速的向送料机械手方向输送,来回推料单元包括送料输送带气缸、导杆、圆导轨、推杆和弹簧等,两个相同的气缸安装在一号输送带单元上,工作时,两个送料输送带气缸在电磁阀的控制下按照一定的时序来回运动,在导杆的导向作用下,实现推杆的来回运动,当不锈钢锅工件运动到推杆的区域,推杆的回缩运动可以使不锈钢锅工件快速转移到送料输送带的中间位置,然后经过送料输送带上的过渡辊过渡到送料机械手。
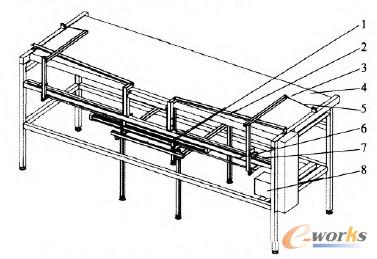
图4送料输送带结构
2.2 送料机械手结构设计
送料机械手的工作要求是把在送料机械手末端的不锈钢锅工件快速推送到冲压机内部的模具上方,如图5所示,其包括二号输送带单元、等待区、推料机械手和翻转机械手,二号输送带单元采用不锈钢网带结构,在送料机械手输送带电机的运转下可以把已加热的不锈钢锅工件快速的向送料机械手末端方向输送,等待区由拦截定位杆、光传感器、一号拦截气缸和二号拦截气缸组成,光传感器用于判断其前方是否有不锈钢锅工件经过,一号拦截气缸和二号拦截气缸的伸出与缩回可以使不锈钢锅工件在相应的等待区等待,推料机械手由送料气缸、长导杆、转动平台和推料机械手组成,送料气缸的伸出可以把已加热的不锈钢锅工件通过推料机械手快速准确的推送到冲压机内部的模具上方,翻转机械手由翻转气缸连接推料机械手而成,工作时,当推料机械手从冲压机内部退回,翻转气缸伸出,使推料机械手转动一定的角度后避开在模具上方待冲压的不锈钢锅工件退回到初始位置。
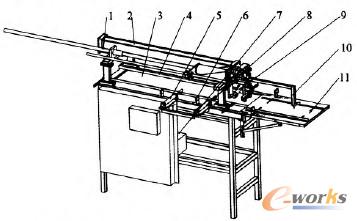
图5送料机械手结构
2.3 上下料机械手结构设计
上下料机械手的工作要求是实现在冲压机模具上方的不锈钢锅工件的入模与出模,如图6所示,其包括基座、竖直升降运动装置和水平工作台,前后两个基座通过螺栓连接在原有的冲压机上,左右两个竖直升降运动装置与基座连接,水平工作台通过线性导轨与竖直升降运动装置相连,竖直升降运动装置包括锁紧块、圆导轨、直线导轨、缓冲橡胶垫和伸缩气缸,伸缩气缸的缩回与伸出实现支撑台的上升和下降,水平工作台包括光传感器、夹紧气缸和工作台,光传感器用于判断其前方是否有不锈钢锅工件经过,夹紧气缸的伸出与缩回实现不锈钢锅的夹紧与松开,工作时,两个夹紧气缸同时伸出把冲压机模具上方的不锈钢锅工件夹紧,然后两个伸缩气缸同时伸出使水平工作台平稳下降,从而使不锈钢锅工件入模,当传感器检测到不锈钢锅入模成功后,冲压机冲压,冲压结束后,伸缩气缸缩回使水平工作台平稳上升,实现已冲压不锈钢锅的出模,之后送料机械手把已冲压的不锈钢锅推送到出料输送带。
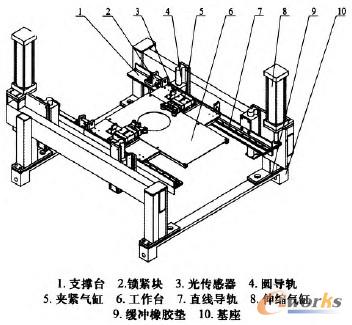
图6上下料机械手
由于生产不同形状的不锈钢锅需要更换冲压机里的模具,通过松开锁紧块,然后把水平工作台沿着直线导轨移开,即可以进行模具更换工作,模具更换完毕后,把水平工作台移到原来的位置,再拎紧锁紧块,即完成换模工作。
- 上一篇文章:Num数控对有一百多个轴生产线的控制
- 下一篇文章:数控技术专业人才培养的方法和途径