



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴联动数控技术的应用
5 五轴加工实例
以人头像精加工为例,具体说明曲而的加工过程和关键步骤:
(1)定义加工策略。若使用二轴加工方法进行人头像这样复杂曲而精加工,必然会出现欠切。采用五轴联动加工方法,加工策略采用螺旋进刀方式,无需抬刀,避免了接刀痕,表而加工精度高。
(2)设计驱动面。人头像由若干曲而结合而成,若直接用加工表而作为刀轴矢量的驭动而,则必然会引起加工中刀轴矢量的急剧变化,从而容易造成过切或欠切。解决方法是预先做一个椭球而作为刀轴矢量驭动而。
(3)合理选择编程参数。多曲而合成的复杂曲而在确定刀具轨迹过程中,计算非常大。解决的方法可采用重点定义切削区域、图样、切削方向和工件方向等参数,同时加大残余波峰高度和每步刀轴变化量,在得到理想的刀具轨迹后,再选用合适的步进和每步刀轴变化量。实践表明这种方法可以显著地提高编程效率。
(4)确定切削参数。定义切削区域为曲而,图样为螺旋进刀,切削控制的残余波峰高度为0.01,刀轴控制方式为相对于驭动而,刀轴相对于驭动而侧倾5°,避免球刀的端部切削,改善了刀具的切削条件,并使刀轴的变化比较平缓。投影矢量为刀轴,工艺方案采用可变轴轮廓铣,球刀刀具直径小8mm,材料为硬制合金。选择机床卞轴转速8000转/min,定义刀轴矢量每步最大变化为0.5°。刀具轨迹如图6。.
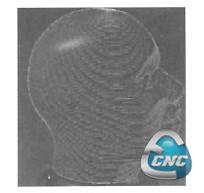
图 6五轴刀具加工轨迹
(5)切削仿真。利用UG的仿真来检验是否过切是十分必要的,通过对刀具路径的优化和刀轴矢量每步变化量的控制,仿真显示无过切,结果如图7所示。

图 7加工仿真结果
6 结束语
通过对五轴机床各轴坐标系统定义和关系转换,研究了进行五轴加工数控编程的卞要问题。总结了实用的复杂曲而编程的方法,并针对某一五轴机床开发了后处理程序,实现了对复杂曲面的刀具路径的生成、优化、加工仿真、后处理后得到所需的数控代码。研究表明,在五轴加工过程中,采用刀轴驱动面的不同方式是影响编程质量的关键因素,包括切削路径、刀具切削载荷稳定性和曲而欠切过切等。对于多轴数控加工具有非常实用的参考价值。
- 第1页:五轴联动数控技术的应用(1)
- 第2页: 五轴加工的后置处理
- 第3页:五轴加工实例
- 上一篇文章:数控技术专业教学中“跟单式”支撑条件
- 下一篇文章:Num数控对有一百多个轴生产线的控制