



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴联动数控技术的应用
4 五轴加工的后置处理
五轴加工程序的后置处理要根据不同机床控制系统加工控制数据文件的识别情况,特别是不同于二轴加工对两个旋转轴进行特殊定义。
五轴加工程序后置处理程序的制作过程:
(1)首先建立所使用机床坐标之间关系。木文使用的是与南京四开公司合作开发制造的五轴铣床,定义的机床的X ,Y ,Z二个直线轴和B,C两个旋转轴。旋转轴C与轴Z相连,旋转轴B与轴C相连,C轴回转行程士1800,B轴回转行程士900。采用UG中CAM五轴编程模块,使用后置处理开发工具POST BUILDER建立机床各轴坐标关系,如图3所示。
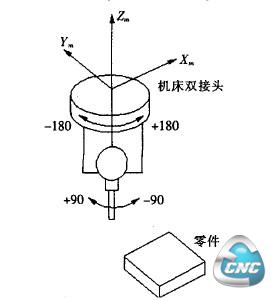
图3 后处理机床坐标关系
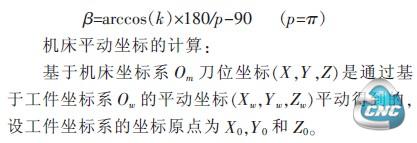
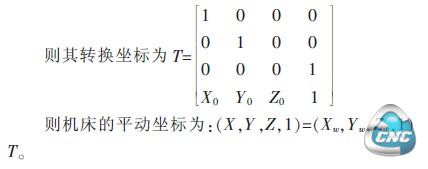
(2)进行五轴加工的坐标变换。在五轴联动加工数控编程时,CAM软件生成的刀位文件的刀位坐标X、Y、Z和刀轴矢量I、J、K是基于工件坐标系建立的。后处理的卞要任务是将工件坐标系的刀具轴线矢量分解成两个旋转轴的旋转角度,同时将基于工件坐标系的刀位坐标转化为基于机床坐标系的刀位坐标。刀具双摆动五轴机床中,工件坐标系经过平动可实现与机床坐标系重合,因此,两者之间刀位坐标转化可通过G54指令来进行补偿,关系如图2所示。所以后处理的关键问题在于将刀轴矢量转化为C,B两轴的转动角度。为了方便,定义刀轴矢量为单位矢量,且原点为工件坐标系的零点。
转动轴角度的计算。
据机床结构参数知:
C轴摆角行程:-180° ≤ C ≤180°
B轴摆角行程:-90°≤B≤90°
根据角度转换的数学模型可知:C轴的角度可根据i、j的矢量值计算。刀具矢量为单位矢量,根据旋转坐标和工作台坐标定义,确定双摆头坐标转换方式如图4所示,C轴旋转在XY平而内,因此可以根据刀具轴线矢量在XY平而内的分量来确定C轴角度。α为C轴的旋转角度。
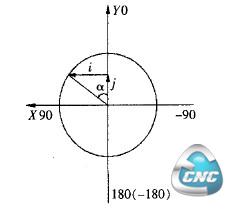
图 4C轴角度示意图

图5B 轴角度示意图
(3)制定程序文件格式制定。
由于刀位路径文件的多样性和数控系统的不同NC程序的格式也不尽相同,换刀指令的格式以及入J,K的定义方法是圆点到起点的矢量,还是起点到圆心的矢量。ISO—1056—1975和JB3208—83等标准对部分准备功能代码、辅助功能代码做了统一规定,但是,即使卞流的数控系统加工程序的格式也还是不尽相同。因此,通过后处理对特定数控系统的设定,能够得到用户适用的加工程序。
- 第1页:五轴联动数控技术的应用(1)
- 第2页: 五轴加工的后置处理
- 第3页:五轴加工实例
- 上一篇文章:数控技术专业教学中“跟单式”支撑条件
- 下一篇文章:Num数控对有一百多个轴生产线的控制