



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴数控技术在多维曲面零件加工的应用
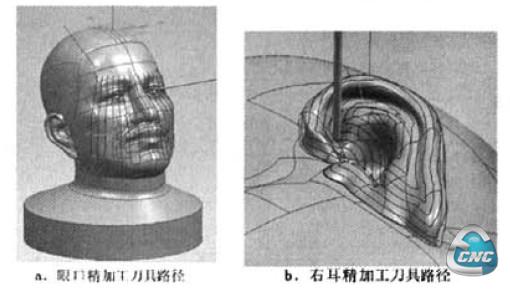
2.2.4 局部精修刀路设计:
分两步加工:首先是双眼与嘴巴,然后是耳朵。
a)眼口部分加工,报据与头像相似的外轮廓,新建一个球头的图柱体作为精加工的驱动面(7),可以使刀轴更好的与头像轮廓接触。加工更加到位。
选择加工方式:制造摸块→mill_multi-axis→vareable_contaur→选择驱动面→生成
设置刀具参数:选择直径为4r0.5的球头,进给率设置为200mm/min,Z轴进给率为100mm/min,提刀速率为3000mm/min,上轴转速为8000r/min。
设置曲面加工参数:参考高度(即安全高度)为5mm,下刀位置为3mm。
设置精加工参数:步进值残余波峰高度0.005mm。曲面百分比为30-80,步长为10-40轴方向为相对千驭动面,顺铣,选择进刀方式:遥近方式采用固定的间隙。选择半径为3mm的圆弧入刀,与切削方向平行。切削走刀方式设定为平行线,双向走刀。
b)右耳部分加工:报据耳朵的实际轮廓,在不产生刀具干涉问题的方向上建立新的工件坐标系。然后以该坐标系进行刀具路径编制。
选择加工方式:制透摸块→mill_contour→contour→选择加工曲面→生成。
设置刀具参数:选抒直径为1r0.5的球头刀,进给率为200mm/min,Z轴进给率为100mm/min,提刀速率为3000mm/min,主轴转迷为8000mm/min。

设置曲面加工参数:参考高度(即安全高度〕为5mm,下刀位置为3mm。
设置粗加工参数:步进值为0.01mm,选择为0.005mm。切削层深度为-36mm。刀轴方向为相对于驱动面。顺铣,选择进刀方式:手工半径3mm圆弧入刀,与切削方向平行。切削走刀方式设定为跟随工件,双向走刀。
左耳刀具路径采用变换镜像复制的方式生成.
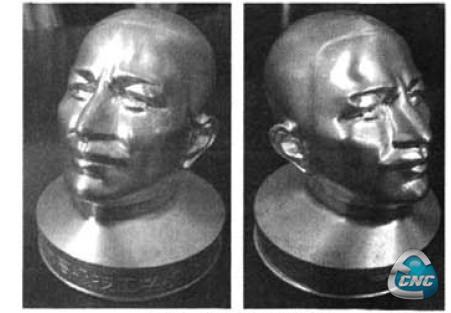
3 产品效果分析
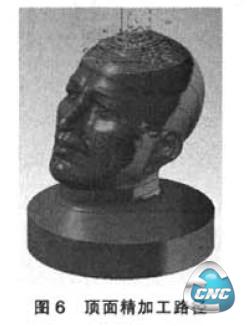
根据以上刀具路径进行编程,加下出以下头像产品,加工时间约为120min,精度达到IT7 ,表面粗糙度为Ra1.6(图8)
4 结束语
通过对头像多轴数控加工方法及工艺的研究,表明采用CAD设计和CNC数控加工的制造方式,可加工多曲面,兰轴加工中存在刀具干涉的零件,并且可以保证较高的质量、精度。同时多轴零件的加工应充分考虑加工的特点,进行合理的加工刀路设置,并采用三轴方式粗加工,五轴方式精加工的工艺方案来提高零件的加工效率。
- 第1页:五轴数控技术在多维曲面零件加工的应用(1)
- 第2页:刀路编制过程
- 第3页:局部精修刀路设计
- 上一篇文章:基于数控技术的车削加工工艺设计(上)
- 下一篇文章:数控技术检测系统原理与维修