



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴数控技术在多维曲面零件加工的应用
2.2 刀路编制过程
2.2.1五面粗加工刀路设计(左侧面,右侧面,前侧面,后侧面,顶面)
选择加工方式:制造模块→mill→contour→'cavity_mill→生成。
设置刀具参数:选择直径为10mm瑚的平底刀,进给率设置为踟800mm/mian,z轴进给率为400mm/min,提刀速率为3000mm/min,主轴转速为500r/min。
设置加工参数:参考高度(即安全离度)为5mm,下刀位,为3mm,留余量0.3mm。
设置粗加工参数:步进值为刀具半径50%,每层切深为0.35mm,切削层深度为-36mm。逆铣,选择沿外形下刀,斜角5度。切削走刀方式设定为跟随工件。
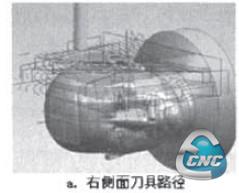
形成刀路如图所示。
a)右侧面救加丁刀路设计(刀轴为+X)
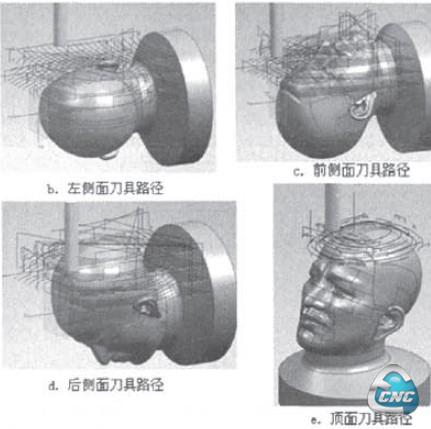
其他侧面的刀路则通过更改机床的刀轴方向。更新刀路生成
b)左侧面粗加工刀路设计(刀轴为-X)
c)前侧面粗加工刀路设计(刀轴为+Y)
d)后侧面栩加工刀路设计(刀轴为-Y)
e)顶面刀具路径设计(刀轴为+Z)
2.2.2 半精加工刀路设计
选择加工方式:制透摸块→miu mulii -axis→rerinhle_canlour→选择裂动面→生成。
设置刀具参数:选择直径为4r2的球头刀,进给率为300mm/min,轴进给率为150mm/min,提刀速率为3000/mm/min,主轴转逮为7000r/min。
设置曲面加工参数:参考高度(即安全高度〕为5mm,下刀位置为3mm。
设置粗加工参数:步进值为残余波峰高度0.005mm。刀轴方向相对于驱动面,逆铣。进刀方式:采用固定的间隙逼近。半径为3mm的陇弧入刀。与切削方向平行。切削创走刀方式设定为螺旋线,双向走方。

2.2.3 精加工刀路设计:
选择加工方式:制选模块→mill→contour→cavity_mill→生成。
设置刀具参数:选抒直径为4r2的球头刀,进给率笼为300mm/min,主轴进给率为150mm/min,提刀速率为3000mm/min,主轴转迷为7000mm/min。
设置曲面加工参数:参考高度(即安全高度〕为5mm,下刀位置为3mm。
设置粗加工参数:步进值为刀具半径5mm,每层切探为0.05mm
设置粗加工参数:步进值为刀具半径的50%,每层切深为0.05mm。切削层深度为-10mm,逆铣,选择沿外形下刀,斜角5度。切削走刀方式设定为跟随工件。

- 第1页:五轴数控技术在多维曲面零件加工的应用(1)
- 第2页:刀路编制过程
- 第3页:局部精修刀路设计
- 上一篇文章:基于数控技术的车削加工工艺设计(上)
- 下一篇文章:数控技术检测系统原理与维修