



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于UG的五轴联动数控加工技术在吹塑模具的应用
(4)同理,创建设置第五轴(即c轴)参数。最关键的参数是定义C轴行程极限(±180)°。
(5)设定数控程序开始部分、刀轨移动部分、程序结束部分。
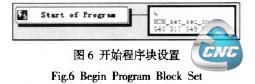
①进入Program&Tool Path(程序与刀具路径),的“Start ofProgram”程序块里MOM—set_seq_on行号N打开,程序头开始符“%”设置以及输入数控程序初始化代码G40 G17 G49 G80 G90。设如图6所示
②进入“Operation Start Sequence”程序块里,操作头:定义从操作开始到第一个切削运动之间的事件。每一个操作都有自动换刀。如:FromMove设置的Z150.0和X0.0Y0.0,First Tool设置的T01 M06等。Tool Path刀轨事件:定义机床控制机床运动和循环加工等事件Machine Control机床控制:控制却液主轴刀号刀补等事件。
③设置自动换刀信息:在Program&ToolPath中的Program子页中选择“Operation Start Sequence”。在下拉窗13中的CustomCommand添加到“AutoToolChange”节点中TM06和T之间,更改对话框上方的PB—CMD栏中的内容,将添加下面的刀具信息的代码:
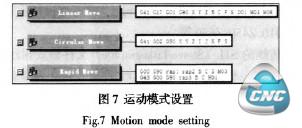
④进入“Motion”运动:定义刀轨的GOTO语句。LinearMove直线运动切削进刀等;Circle Move圆弧运动处圆弧插补的刀轨;Rapid Move快速运动。具体设置,如图7所示。
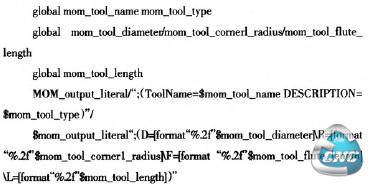
⑤设定程序结束语句和计算零件加工时间。在Custom Command对话框中的文本栏中输入“Total time”。同时,添加显示零件加工总时间的代码。代码如下:

(6)保存后处理。输入后处理名称,保存后将会产生三个不同后缀的文件:*.pui、*.tcl、*.def。其中*.pui是post Builder用来打开后读取或修改参数的文件,*.Icl是UG/Post用来处理动作的事件,*.def是UG/Post用来定义输出格式。
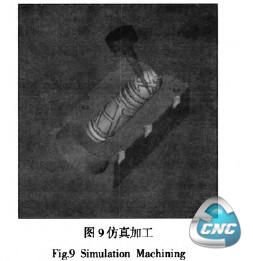
3.3 后置处理刀位程序与仿真校验
将自动编制好的刀位程序按照指定的后处理转换成DMU数控机床能读取的标准G代码,如图8所示。完成上面所有工序之后,对程序进行仿真校验。UG中自建一个与实际结构一致的转台+摆头式五轴联动数控机床,把吹塑模型按照实际在机床上摆放的位置做在里面,在软件中进行模拟加工。进一步察看刀具的干涉情况,确保程序运行可靠,如图9所示。

4 工程应用
通过运用UG软件能很好实现吹塑模具零件的建模及程序生成,并通过DMU-60 MonoBLOCK五轴联动机床实现了吹塑模具加工,达到了预期目标。
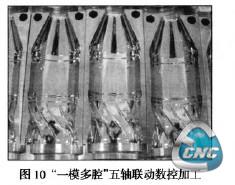
联合浙江某机械有限公司将成果应用于其他型号的饮料瓶吹塑模具(一模多腔)的五轴联动数控加工,如图10所示。实践证明,加工方案能为企业实现塑料瓶吹塑模具零件的高效率、高精度加丁,对企业降低生产成本和加快新产品开发都具有重大的理论和现实意义。
- 第1页:基于UG的五轴联动数控加工技术在吹塑模具的应用(1)
- 第2页:创建多轴后置处理
- 第3页:工程应用
- 上一篇文章:CNC机床伺服系统中模糊自整定PID控制研究
- 下一篇文章:把握数控系统通讯协议,顺利实施DNC系统