

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

金属增材制造技术在航空领域的发展与应用
高能束流增材制造以激光/ 电子束作为热源,利用“离散 - 堆积”原理,通过熔化粉末或丝材逐层堆积,实现金属零件的直接制造,未来必将对航空制造技术的发展产生深远影响。
激光选区熔化增材成形技术
激光选区熔化成形技术原理与电子束选区熔化技术类似,通过把零件3D 模型沿一定方向离散成一系列有序的微米量级薄层,以激光为热源,逐层熔化金属粉末,直接制造零件,其原理见图9。利用该技术可以制造出传统方法无法加工的任意形状的复杂结构,如轻质点阵夹芯结构、空间曲面多孔结构、复杂型腔流道结构等。在航空、航天领域,可用于制造火箭发动机燃料喷嘴、航空发动机超冷叶片、小型发动机整体叶轮、轻质接头等,同时还可用于船舶、兵器、核能、电子器件、医学植入等各个领域,具有广泛的应用前景。相较于电子束选区熔化技术,激光选区熔化由于所使用的粉末尺寸小(≤ 50μm),分层薄(≤ 0.05mm),因此具有很高的尺寸精度(±0.05mm)和表面质量(粗糙度R a ≤ 10),能够实现无余量加工。
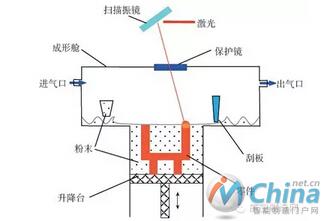
图9 激光选区熔化成形原理图
激光选区熔化增材成形技术由激光选区烧结技术发展而来。20 世纪80 年代以来,经历了低熔点非金属粉末烧结、低熔点包覆高熔点金属粉末烧结、高熔点金属粉末直接熔化成形等阶段。激光选区烧结成形主要用于蜡模、砂模等制造,为精密铸造提供模型。这种原型表面粗糙,疏松多孔,还需要经过高温重熔或渗金属填补孔隙等以后才能使用。随着激光技术的发展以及高亮度光纤激光器出现,国内外金属激光选区熔化增材成形技术发展突飞猛进。近几年来,英国、德国、法国、美国、瑞典等国外发达国家先后开GH4169、AlSi10Mg、CoCr、TC4 等合金金属复杂结构的激光选区熔化增成形设备,并开展应用基础研究。国外著名R-R、GE、P&W、MTU、Boeing、EADS、Airbus 等航空航天武器装备已利用此技术开发商业化的金属零部件,国内华中科技大学、华南理工大学等研究单位也在进行工艺装备的研究开发。由中航工业北京航空工程研究所研制的复杂结构件如图10 所示。
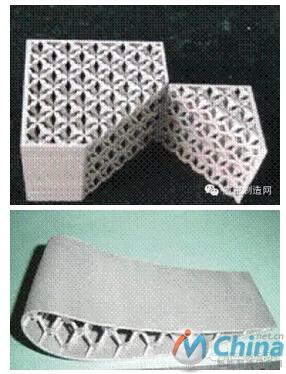
(a)点阵夹芯结构

(b)异形复杂型腔结构
图10 激光选区熔化成形的复杂结构件(中航工业制造所提供)
结束语
增材制造技术以其与传统去除成形和受迫成形完全不同的理念迅速发展成了制造技术领域新的战略方向。金属零件的高能束流增材制造在航空航天领域的研究和应用也越来越广泛,在先进制造技术发展的同时,也促进了结构设计思想的解放和提升,两者的相互促进必将对未来飞行器制造技术领域造成深刻影响。随着我国综合国力的发展,包括航空在内的国防武器装备的开发逐渐加速,增材制造技术迎来了高速发展的阶段,未来的应用前景十分广阔。但目前实际应用还比较少,尚处于技术成长期,为了推进技术的应用和发展,需要关注以下几个方面。
(1)内部质量和力学性能的均匀性、稳定性和可靠性。由于高能束流增材制造过程集材料制备和零件成形于一体,零件的尺寸、形状、摆放位置、热参数、加工路径等对内部缺陷和组织的形成具有重要影响,每个零件的形成过程都具有一定的特殊性,因此,需要经过多批次、大量的试验考核,确定并固化从材料、成形到后处理的各个技术环节,以实现零件性能的稳定性。
(2)与用户的充分沟通,形成独立的标准。增材制造技术实现过程不同于传统的制造技术,其制备的零件性能也与传统的锻件、铸件有明显差异,不能完全用传统技术的评价方法对增材制造技术进行评定。通过沟通让用户充分了解增材制造技术的优缺点,获得用户对产品性能的具体要求并有针对性的进行满足,形成针对增材制造的零件质量评价标准,对于促进增材制造技术的应用十分重要。
(3)成本、效益的兼顾。并非所有的零件都适于采用增材制造方法,在进行应用技术开发时,需要选择合适的应用对象。综合考虑成本、效益与周期等因素,在航空领域,适宜采用高能束流增材制造技术加工的零件种类主要有复杂形状结构、超规格结构、需要快速研制的结构以及可明显降低成本的结构等。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:机器视觉技术在工业4.0中起的作用
- 下一篇文章:什么叫喷涂机器人?种类特点都有哪些?