

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

金属增材制造技术在航空领域的发展与应用
高能束流增材制造以激光/ 电子束作为热源,利用“离散 - 堆积”原理,通过熔化粉末或丝材逐层堆积,实现金属零件的直接制造,未来必将对航空制造技术的发展产生深远影响。
电子束选区熔化成形
电子束选区熔化技术是指电子束在偏转线圈驱动下按预先规划的路径扫描,熔化预先铺放的金属粉末;完成一个层面的扫描后,工作舱下降一层高度,铺粉器重新铺放一层粉末,如此反复进行,层层堆积,直到制造出需要的金属零件,整个加工过程均处于10-2Pa 以上的真空环境中,能有效避免空气中有害杂质的影响;其原理图如图7 所示。电子束选区熔化技术的特点如下:
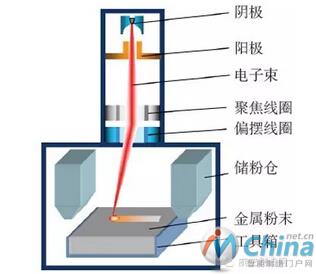
图7 电子束选区熔化技术原理图
(1)真空工作环境,能避免空气中杂质混入材料。
(2)电子束扫描控制依靠电磁场,无机械运动,可靠性高,控制灵活,反应速度快。
(3)成形速度快,可达60cm3/h,是激光选区熔化的数倍。
(4)可利用电子束扫描、束流参数实时调节控制零件表面温度,减少缺陷与变形。
(5)良好的控温性能使其能够加工TiAl 等金属间化合物材料。
(6)尺寸精度可达±0.1mm,表面粗糙度约在R a15~50 之间,基本近净成形。
(7)真空环境下成形,无需消耗保护气体,仅消耗电能及不多的阴极材料,且未熔化的金属粉末可循环使用,因此可降低生产成本。
(8)可加工钛合金、铜合金、钴基合金、镍基合金、钢等材料。
电子束选区熔化技术源于20世纪90 年代初期的瑞典,瑞典Chalmers 工业大学与Arcam 公司合作开发了电子束选区熔化快速成形(Electron BeamMelting,EBM)技术,并以CAD-to-Metal 申请了专利。2003 年,Arcam 公司独立开发了EBM设备。目前以制造EBM 设备为主,产品已成系列,兼顾成形技术开发。美国、日本、英国、德国、意大利等许多研究机构、工厂、大学从该公司购置了EBM 设备,在航空、航天、医疗、汽车、艺术造型等不同领域开展研究,其中,生物医学植入物方面的研究较为成熟。近年来,在航空航天领域的应用也迅速兴起,美国波音公司、Synergeering group 公司、CalRAM 公司、意大利Avio 公司等针对火箭发动机喷管、承力支座、起落架零件、发动机叶片等开展了大量研究,有的已批量应用,材料主要铜合金、Ti6Al4V、TiAl 合金等。由于材料对电子束能量的吸收率高且稳定,因此,电子束选区熔化技术可以加工一些特殊合金材料。
电子束选区熔化技术可用于航空发动机或导弹用小型发动机多联叶片、整体叶盘、机匣、增压涡轮、散热器、飞行器筋板结构、支座、吊耳、框梁、起落架结构的制造,其共同特点是结构复杂,用传统方法加工困难,甚至无法加工。其局限在于只能加工小型零件。目前世界上最大的电子束选区熔化设备是Arcam 公司的A2XX 型设备有效加工范围为φ 350mm×380mm。
清华大学在国内较早开展了相关研究,并开发了装备。近年来,西北有色金属研究总院、中科院金属研究所、北京航空航天大学、北京艾康仪诚等单位利用Arcam 公司生产的设备开展了研究,涉及多孔材料、医学应用等领域。2007 年以来,在航空支撑及国防预研基金等项目支持下,中航工业北京航空制造工程研究所针对航空应用开展了钛合金、TiAl 合金的研究。开发了电子束精确扫描技术、精密铺粉技术、数据处理软件等装备核心技术。针对飞行器结构轻量化需求,重点研究了钛合金的力学性能及空间点阵结构的承载性能和变形失效行为,目前正进行飞机复杂钛合金接头及TiAl 叶片的电子束选区熔化制造技术研究,研制的钛合金结构件如图8 所示。

(a)点阵夹芯减震梁
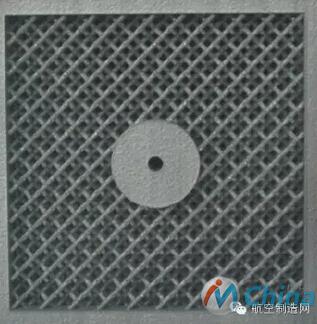
(b)点阵夹芯连接件
图8 电子束选区熔化钛合金结构
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:机器视觉技术在工业4.0中起的作用
- 下一篇文章:什么叫喷涂机器人?种类特点都有哪些?