



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控粗加工走刀和进刀方式的研究
3 数控加工的走刀方式选择
3.1 层切粗加工中的走刀方式
数控加工中,走刀方式是指刀具完成工件切削时的轨迹规划方式。
随着CAD/CAM技术的迅速发展,目前很多CAM软件,如MasterCAM、UGⅡ、PowerMill等,都提供了很多走刀方式供数控编程人员选择。因为存在着多种刀位轨迹的生成方法,对于某一特定的加工区域,不同的走刀方式所生成的刀位轨迹不同,所以采用不同的走刀方式来加工某一个工件,其加工时间相差很悬殊,即加工方式对刀位轨迹长度的影响十分明显。因此,走刀方式是粗加工的一个重要工艺参数,是影响加工时间的最主要的因素之一。为了缩短粗加工时间,选择合适的走刀方式来切削某一特定加工区域是相当重要的。这就对编程人员提出了很高的要求,他们必须选择适当的数控加工的走刀方式。
按照数控加工的需要,数控粗加工走刀方式可以分为:行切法、环切法和空间填充法。其中,空间填充法的算法较为复杂,有待进一步改进,较少使用;而行切法和环切法的算法已经比较成熟,故其应用比较广泛。
行切法又分为单向走刀(zig)和双向走刀(zig—zag,又称为己字形走刀,如图3a所示)两种走刀方式。采用行切方式进行加工时,如果对加工表面没有特别要求,建议采用zig—zag方式,这样的刀轨最短。如果对加工表面有特殊要求,可以采用zig方式,其代价是加长了刀轨。zig—zag和zig方式不同走刀方向的刀轨长度相差5%~10%。
按照刀具路径偏置的算法不同,环切法也细分为很多种走刀方式,以适合各种情况的加工。例如,在MasterCAM系统中,对于模具型腔的粗加工,环切法可分为以下几种:
平行螺旋(Parallel Spiral)走刀。如图3b,刀具路径按模具型腔的外轮廓以恒定的间距向内依次偏置。
带清角加工的平行螺旋(Parallel Spiral,Clean Corners)走刀。如图3c所示,这种方式与平行螺旋走刀类似,只是在刀具路径的拐角处增加了清除区域。
等重叠螺旋(Constant Overlap Spiral)走刀。如图3d所示,这种走刀方式不同于平行螺旋走刀之处在于:平行螺旋走刀是按型腔的外轮廓依次增加偏置量进行偏置的;而等重叠螺旋走刀每次的偏置都是按照上次偏置后的毛坯轮廓进行的,这样做的好处就是可以清除更多的加工余料。
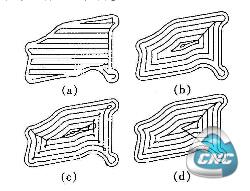
图3 模具型腔加工常用的走刀方式
3.2 走刀方式的选择原则
选择走刀方式时要考虑两点:一是加工时间的长短;二是加工余量是否均匀。一般来说,环切方式是基于工件形状的走刀方式,加工余量较均匀。而选用行切方式的加工余量较不均匀,若希望行切加工后留下较均匀的余量,通常需要增加围绕边界的环切刀轨。若忽略余量不均匀性要求,行切走刀的刀轨长度通常是比较短的;若考虑余量的不均匀性而增加环切刀轨,当加工区域所有边界较长(如多岛屿情况),则围绕边界的环切刀轨对总的加工时间影响比较明显,行切刀轨一般会比环切刀轨长。行切走刀刀位容易计算,占用内存少,但抬刀次数较多。采用环形刀轨时,则需要多次对环边界进行偏置并清除自交环。
- 第1页:数控粗加工走刀和进刀方式的研究(1)
- 第2页:数控加工的走刀方式选择
- 第3页:数控粗加工的进刀方式
- 上一篇文章:POWERMILL在叶轮四轴加工中的应用
- 下一篇文章:陶瓷刀片高效加工数控技术在航空盘类零件应用