



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于840D的数控轧辊磨床数控系统应用数控软件开发
1.2 数控系统应用数控软件与硬件通讯配
西门子OEM应用程序是Siemens 840D建立通讯的基础。只有正确的配置,才能使开发者在840D平台上运行并调试应用程序,并提供系统内部函数及程序的正确调用。具体可通过配置REGIE文件、语言动态库DLL文件等实现。通过OEM启动模块的配置可实现界面(MMC:)控制模块与机床操作控制接口和840D NCK的连接,从而为Siemens 840D上实现界面(MMC)控制模块提供支持。其配置流程如图2所示。具体步骤如下:
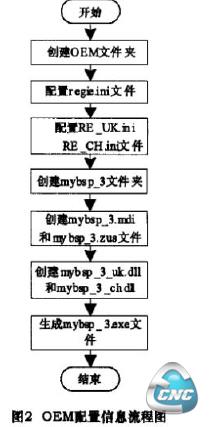
(1)创建OEM文件夹:在E;盘下的Siemens\Sinumerik\HMI\Advnced下新建OEM文件夹;
(2)配置regie.ini文件:
在OEM文件夹下拷regie.ini文件,并打开修改内容如:Task7=name:=mybsp_3,Timenut:=120000,Preload:=False,headerontop:=false;
(3)配置RE_UK.ini和RE_CH.ini文件:HSK7=“myhsp_3”;
(4)在QEM文件夹下新建子文件夹mybsp一;
(5)用MENU_UK.EXE(OEM开发包自带软件)生成的mybsp_3 , mdi和mybsp_3,zus文件拷人新建子文件夹mybsp_3;
(6)用MENU_UK.EXE{OEM开发包自带软件)生成的mylasp_3.RC文件拷入新建子文件夹myhsp_3下,在Visual C++下生成rnybsp_3_uk.dll和myhsp_3_ch.dll文件,并将这两个文件拷人到OEM文件夹下LANGUACE子文件夹下。
(7)将Visual Basicfi.0开发的界面控制程序生成的myhsp_3.exe文件拷人到OEM文件夹下。
我们用OEM指定的Visual Basic6.0完成了控制软件与840D数控系统的通讯,从而实现各种控制、检测和管理的日的。用OEM指定的Visual C ++完成动态数据库的连接。此时,OEM配置的设置全部完成,用户开发的OEM应用程序已经和Siemens 840D建立了通讯。
1.3轧辊磨床数控系统应用数控软件与NCU,PLC的通讯
上下位机之间的通讯驱动程序由OEM软件自带动态连接库的通讯函数来实现。上位机应用程序运用VB6.0进行开发用户界而,动态库用Visual C + +进行开发。它通过NCDDE服务器获取NCK中运动参数,一些信号可以通过NCK中的R参数交换,借助MPI和PROFIBUS总线与Siemens 84DD NCK与SI-MATIC S7进行通讯及控制,最终完成对轧辊的磨削控制。具体通讯是由OEM中的NCDDE一SERVER提供的三类服务来完成如:
(1)变量服务:NC , PLC变量和驱动数据、机床数据、设定数据、编程数据、实际值PLC数据和文件。
(2)domain服务:由MMC拷贝文件到NCK或反之,eopy_ from_nc,copy_to_nc;
(3)PI服务:启动NC程序调用服务PI_STAftT, PI_STOP , PI_RESET。
(4)每一个DDE源的应用程序都有唯一应用名"application name" ,Topic,定义} DDE的会话主题。如:WORD为“*.doc”文件作为主题,VB程序,主题
是在控件属性的linktopic中设定的,Linkitem确定DDE会话中实际传送数据,在vl3中用文本框或标签进行的。
举例:参数的读取和写入
1.4 轧辊启床数控系统应用数控软件功能模块介绍
轧辊磨床应用程序主要是将数控系统的操作界面显示在计算机屏幕上,为数控系统的操作者提供一个方便直观的操作环境,这是轧辊磨床数控系统软件开发中工作量较大的一部分。由于数控系统界面要求具有良好的人机交互性,所以充分利用VB6.O强大的可视化功能,在人机界面部分采用主菜单和相关子菜单的形式,按钮式菜单采用西门子自定义软键(softkcy) ,当主菜单中的某一按钮按下时,就出现与其相应的功能界面和子菜单,而且界面上的每一个按钮都对应于键盘上的某一个功能键.操作方便快捷。软键代替了传统数控机床上的错综复杂的操作按钮,使得操作面板显得非常简洁易于操作。加工轮廓曲线的参数化表格驱动设计,只需操作者简单地在表格中输入几个数据,就可以方便地加工出所要求轮廓曲线的工件,大大减轻了操作者的劳动强度,提高了工作效率。轧辊磨床数控系统应用软件总休结构如图3所示。各模块功能介绍如下:

轧辊加工模块:在加工前,要选择加工程序名和确定一个4位数的轧辊号,调用选好的加工曲线样式和工艺规程后。进人加工主画面。在加工画而中将显示出被加工轧辊的辊形、公差带、实时的加工轨迹及其动态坐标。其中加工模块中还可以进行以下四个子模块功能:加工开始模块、程序选择模块、工艺参数预览模块、参数设定模块。其中参数设定模块包括机床参数、轧辊参数、砂轮参数显示设定,这些参数都将保存在文本数据库中。这些模块作用是解决加工前或加工中进行机床参数、轧辊参数和砂轮参数的选择与设定,来保证加工过程的灵活性及机动性,从而满足不同工况的需求。
程序编辑模块:该模块是在为轧辊加工做准备工作,选择加工工艺、加工程序及相关参数设定。包括三个子模块:工艺程序选择模块、新程序生成模块、参数针理模块。其中工艺程序选择模块包括工序参数、机床参数、曲线参数、砂轮参数选择模块。工序参数模块针对轧辊工艺拟定8道加工工序,分别为加工准备、砂轮趋进、粗磨、两端磨、半精磨、精磨、砂轮修磨、加工结束。这8个加工工序中又包括了不词的工艺参数:如循环次数、循环停顿、进刀量、进给模式、趋进方式、轧辊速度、砂轮速度、趋进位置、趋进偏置、趋进电流及让刀距离等。参数管理模块包括机床参数、工件参数、曲线参数、砂轮参数的管理。参数管理模块主要是从数据库中选择不同轧辊加工相对应的机床、工件、曲线和砂轮参数,同时也可以对这些参数进行新建和删除等。
- 上一篇文章:云成为制造商首选的五大设想
- 下一篇文章:伺服控制数控软件中内置数控指令模块实验研究