

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于CAXA制造工程师的香皂模具造型与数控加工
CAXA制造工程师是一种高效易学的CAD/CAM软件。本文利用CAXA制造工程师提出香皂模具从造型设计到加工仿真和代码生成等一体化的全面解决方案,从而缩短了模具的设计和制造周期,提高了模具加工质量。
2.2.3 区域粗加工
用直径为Φ8mm的端铣刀做区域粗加工。该加工方法属于两轴加工,其优点是不必有三维模型,只要给出零件的外轮廓和岛屿,就可以生成加工轨迹。加工轨迹如图7所示。
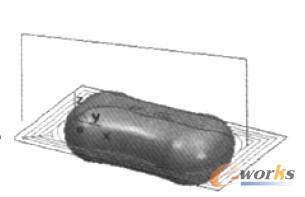
图7 区域粗加工轨迹图
2.2.4曲面区域加工
用直径为Φ0.1mm的雕铣刀做曲面区域加工花纹。加工轨迹如图8所示。

图8 曲面区域加工轨迹图
3.轨迹仿真、后置处理
应用轨迹仿真功能进行屏幕模拟实际切削过程。显示材料去除过程和进行刀具干涉检查,检验生成的刀具轨迹是否满足要求,查看切削后的工件截面,确保不会出现过切。以改进刀具轨迹。
数控编程的核心工作是生成刀具轨迹,然后将其离散成刀位点,经后置处理产以用加工范围和高生数控加工程序。当加工轨迹生成后,按照当前机床类型的配置要求,把已经生成的刀具轨迹自动转化成合适的数控系统加工代码,即CNC数控加工程序。根据需要还可生成加工工艺单。通过RS232串口实现数控系统与代码传递,把零件的代码输入到机床里,就可以进行零件的加工了。
4.结语
以香皂模型为例,利用CAXA制造工程师进行复杂模具实体设计和数控加工,能大大减少编程人员的工作量,免去了繁琐的数值计算,编程结果直观。通过仿真切削和刀具干涉检查,可确保所编程序一次成功,大幅度减少机床调试时间和机床试切时间,既可以缩短生产周期,又可以确保零件表面质量和加工精度,提高了工作效率。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:基于UG的缸体类零件数控铣编程与仿真
- 下一篇文章:利用PLC进行液体自动混合控制设计