

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于CAXA制造工程师的香皂模具造型与数控加工
CAXA制造工程师是一种高效易学的CAD/CAM软件。本文利用CAXA制造工程师提出香皂模具从造型设计到加工仿真和代码生成等一体化的全面解决方案,从而缩短了模具的设计和制造周期,提高了模具加工质量。
2.2香皂模具加工工序的编制
根据零件毛坯、夹具装配之间的空间几何关系对三维造型进行进一步的工艺分析,根据需加工零件的形状特点及工艺要求,利用CAXA制造工程师提供的加工方法,选定需要加工的部分。拟定刀具的进入路径、切削路径、退出路径。对刀具在运动中可能发生干涉的部位,应及时进行加工环境调整。
2.2.1等高线粗加工
使用直径为Φ8mm的高速钢端铣刀进行加工.该加工方式是较通用的粗加工方式,适用范围广;它可以高效地去除毛坯的大部余量,并可根据精加工要求留出余量,为精加工打下一个良好的基础;可指定加工区域,优化空切轨迹。加工轨迹如图5所示。
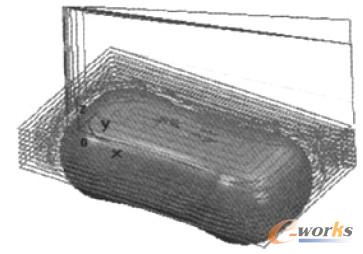
图5 等高线粗加工轨迹图
2.2.2等高线精加工
用直径为Φ10mm,圆角为r2mm的圆角铣刀做等高线精加工。等高线精加工可以完成对曲面和实体的加工,轨迹类型为2.5轴,可以用加工范围和高度限定进行局部等高加工;可以通过输入角度控制对平坦区域的识别,并可以控制平坦区域的加工先后次序。加工轨迹如图6所示。
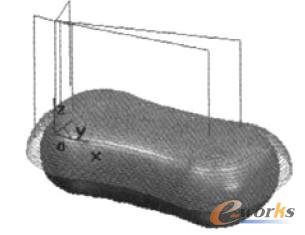
图6 等高线精加工轨迹图
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:基于UG的缸体类零件数控铣编程与仿真
- 下一篇文章:利用PLC进行液体自动混合控制设计