

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于UGNX6.0的整体叶轮加工工艺及数控编程
叶轮是典型的通道类曲面零件,不同加工方法所获得的加工精度和表面质量对叶轮的使用性能有很大影响。文中对整体叶轮加工工艺进行了分析,确定了数控五轴机床加工叶轮的工艺流程,并使用UG.60 软件特有的可变轮廓铣削功能对加工刀路进行了编程,并进行了刀路轨迹仿真。
5 叶轮数控编程实例
图2 所示的小型汽轮机叶轮产品,直径准300mm,高60mm,材料为铝合金。叶槽通道最小尺寸为30mm,叶片及轮毂之间的圆角为R3,在选择刀具时应特别注意。图7 为叶轮毛坯。毛坯由定位轴定位,上面螺母压紧。定位轴安装于机床工作台上。
加工机床采用了立式五轴联动高速加工中心,数控机床主要参数X 轴行程900mm,Y 轴行程600mm,Z轴行程550mm。C 轴旋转范围0°~360°,B 轴摆动范围-90°~90°,40 把刀位刀库,数控系统为SIEMENS 840D。表1、表2、表3 分别为叶轮气流通道粗、半精、精加工参数表,表4 为叶片与轮毂间的圆角清根加工参数。

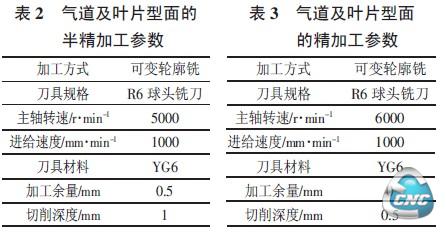

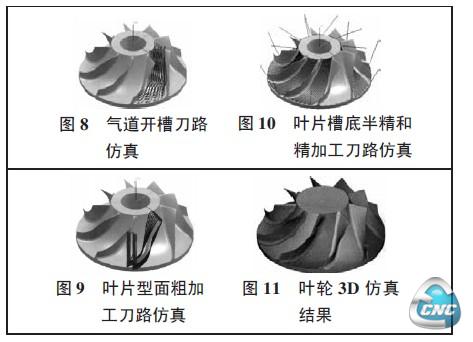
图8 为气道开槽刀路仿真。图9 为叶片型面粗加工刀路仿真。图10 为叶片及轮毂圆角清根刀路仿真。图11为叶轮3D 仿真结果。
6 结语
本文对整体叶轮的加工工艺和编程方法进行了研究。一般的加工方法和三、四轴数控机床在加工叶轮曲面时,加工精度达不到要求。通过五轴数控机床和UG 软件的配合,可以实现整体叶轮的铣削加工,在很大程度上提高了加工质量和生产效率,在五轴数控加工方法实施方面做出了有益的探索。
- 第1页:基于UGNX6.0的整体叶轮加工工艺及数控编程(1)
- 第2页:叶轮加工特点及工艺方案分析
- 第3页:叶轮数控编程实例
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:基于Cimatron E7.0的模具高速加工编程模板设计
- 下一篇文章:复合刀具在孔系加工中的应用