



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC控制的多工序气动夹具设计
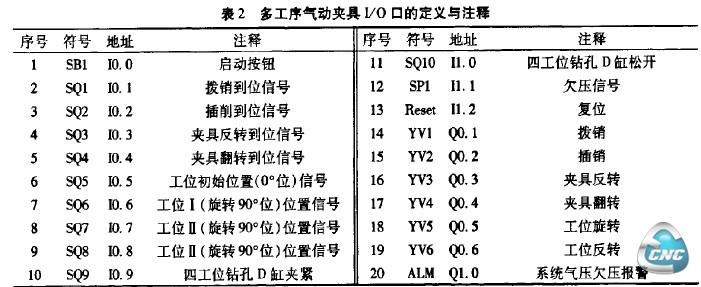
4.2 多工序气动夹具I/O口的定义
根据柔性夹具的气动控制动作过程,以西门子S7-200PLc为控制系统,定义了相应的I/O口,并对相应的I/O口进行注释说明,见表2所示。
4.3 SIEMENS S7-200PLC程序控制设计
根据气动顺序控制原理,在STEP7软件中编制PLC梯形图(见图5所示部分梯形图),并通过PLC成功调试,并自动生成PLc程序部分语句表如下:

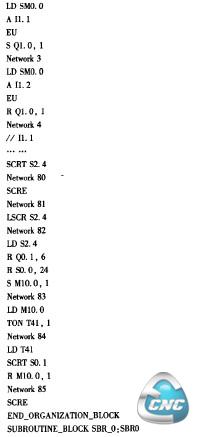
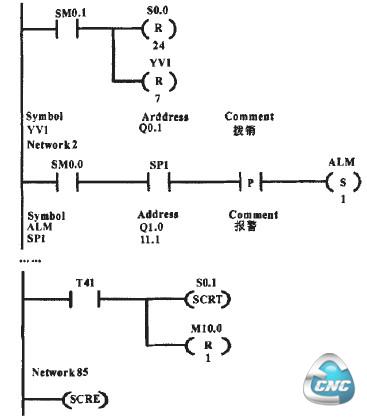
图5多工位气动夹具PLc程序控制部分梯形图
5 数控机床PLC程序控制开发
西门子数控系统具有开放式的PLC,它等同于S7—200PLc或300PLc,以上用S7—200编制的程序可集成到SIEMENS 802D或802s等中档数控系统中,实现用数控编程代码来控制夹具的正确定位和顺序夹紧,但需定义系统的M功能指令,如控制流程图4所示的M20至M27指令,并相应改造机床电气控制系统和修改PLC程序梯形图,可进一步实现程序控制气动夹具融入到数控机床中的柔性制造系统。虽然目前国内外都研制出开放式的数控系统,但基于技术保护,其系统并不完全对企业用户开放,因此,在开发数控机床的辅助功能时就受到很大的限制。但数控系统的PLC通常是开放式的,其开发途径有两种:
一种是独立型机床PLC,开发该PLC就如同文中编制的控制程序,通过成功调试完全可以独立控制使用,PLC接收处理数控系统的M指令时,通常用PROFI—BUS总线来完成,由于系统为用户提供一个PLC子程序库,利用子程序库可以迅速地搭建用户应用程序从而实现数控系统控制夹具;另一种是内装(嵌入式)PLC,该类型眦与数控装置共用CPU,其信息的处理是通过数控系统内部交换,但开发此种PLc必须要弄清数控系统的内置参数,这就要求数控系统生产厂家开放其系统参数,以便拓展机床辅助(M)功能。
6 结束语
文中按工序分散和工序集中两大原则,对联轴器零件传统加工工艺方案和数控加工工艺方案进行分析。根据数控机床加工工序集中的原则要求,为了提高夹具的柔性。设计了翻转式、多工位旋转等多工序夹具装置,并以气缸驱动和齿轮齿条机构实现顺序控制,以SIEMENS S7-200PLC编制程序控制该夹具正确定位与顺序夹紧模块,为实现夹具融入到数控设备中的柔性制造系统奠定基础。文中所设计的夹具还能适用于升级机传动装置的A型联轴器,以及具有可夹持圆柱部位的各种法兰等零件,且夹具多采用组合标准元件,具有一定的柔性。
- 第1页:PLC控制的多工序气动夹具设计(1)
- 第2页:多工序集中加工对机床与夹具的要求
- 第3页:多工序气动夹具I/O口的定义
- 上一篇文章:基于Cimatron E7.0的模具高速加工编程模板设计
- 下一篇文章:复合刀具在孔系加工中的应用