



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

浅谈Cimatron 12在加工中心编程中的应用
3.5 精加工(一)(SRFPKT)
经过上述半精加工(SRFPKT)后,型腔各部位加工余量基本相同(约0.1~0.15mm),现在可用SRFPKT进行精加工。该工序用Φ12R6钨钢球头铣刀,采用SRFPKT的加工方式,步距(Side Step)为0.1mm,粗加工余量(SRF.OFFSET)为0.0mm,加工精度(SRF.TOL.)为0.01,切割角(Miuing at Angle)为135。,方向(Direction)为双方,加工范围为型腔口部边线,设置为ON,偏距为4,主轴转速(SPINDUbPEED)为1800转/min,进给速度(CUT-FEED)为800mm/min。使用程序执行(Execute)功能,加工刀具轨迹如图6所示。
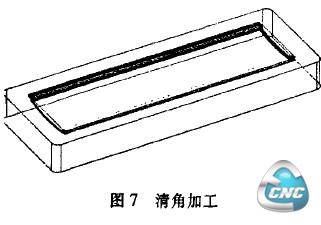
3.6 精加工(二)(清角)
型腔最小的R角是R4,而精加工用的刀具是Φ12R6,不能对型腔完全加工。对上次精加工没有加工到的部分,采用Cima啪n的清角模块功能进行编程。清角加工选用6R3钨钢铣刀,粗加工刀具为Φ12R6,加工余量(Suface Offset)为0mm,加工精度(SRF.ToL.)为0.01,清角类型为SPILT HORz.,VERT.,清角模块为CUeANUP,铣削方向(MillingDirection)为Spiral cut,切削方向(Cut Direction)为Outside in(由外至内),零件是否为开放零件(0penPart)为NO,主轴转速(SPINDLE—SPEED)为2000转/min,进给速度(CUT_FEED)为1000mm/min。使用程序执行(Execute)功能,加工刀具轨迹如图7所示。
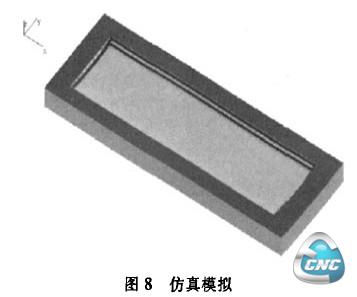
3.7 仿真模拟(Simulation)
最后,当整套加工程式编程完毕后,利用Cimatron的仿真模拟功能进行模拟,对加工工件的效果进行检查。如正确则接着进行后置处理(Post),自动产生程序,送至CNC加工中心进行数控加工。如果发现错误,则要对刚才所编的程序进行修改。
4 结束语
在模具零件的加工过程中,由于采用了Cimatron的数控加工技术,大大降低了人工设计和普通设备加工所造成的误差,使铣床、电加工、钳工、抛光的工作量和劳动强度大大减少,提高了模具的加工效率,缩短了模具的制造周期,也提高了模具的质量,而且可以实现无图加工,为企业带来了良好的经济效益。
- 上一篇文章:基于CIMATRON的五轴3+2定位加工实践
- 下一篇文章:基于PowerMILL的底座模具型腔数控编程