



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PowerMILL的粗精加工策略及其在实际加工中的应用
3.3 加工策略的确定
根据加工要求,本例采用粗加工→半精加工→精加工→清角加工的加工顺序。
(1)粗加工策略。
粗加工选用偏置区域清除加工方式,将毛坯的大部分余量去除掉,然后再进行半精加工。如图3和图4所示,采用φ10mm的平刀和偏置区域清除的赛车线加工得到的刀轨。
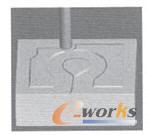
图3 毛坯粗加工图
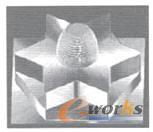
图4 粗加工刀具轨迹图
(2)半精加工策略。
半精加工采用偏置区域清除的残留加工方式,选用φ6R3mm的圆刀,将粗加工余量均匀化,以便进行精加工操作。二次加工轨迹如图5所示。

图5 二次开粗加工轨迹图
(3)精加工。
在精加工中,除非模具型面高度变化比较大,否则最好选择平行加工。因为平行加工不但计算速度快,而且刀具路径光顺,加工出的模具型面质量好。但平行方式会在局部型面产生步距不均的现象。对模具型面高度变化比较大的,加工策略选用最佳等高、三维偏置等策略。图6所示为采用φ4R2mm的球刀,最佳等高加工方式得到的刀轨。

图6 精加工
(4)清角、清根加工。
清角加工也称为局部精加工。清角加工采用多次加工或系列刀具从大到小的加工策略。图7所示为采用φ4mm的平刀和自动清角加工方式得到的刀轨。
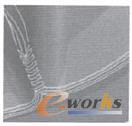
图7 自动清角
通过PowerMILL的仿真功能,得到的加工效果如图8所示。
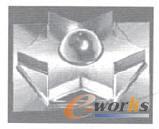
图8 成品效果图
(5)检查工件,编辑程序。
例如:下面为二次开粗用的一段程序:
4 结束语
PowerMILL是Delcam开发的一个独立运行的高速CAM系统,它可由输入的模型快速产生无过切的刀具路径。通过以上实例,较为详细地说明了PowerMILL在高速铣削加工中的应用。PowerMILL系统操作过程完全符合数控加工的工程概念。实体模型全自动处理,实现了粗、精、清根加工编程的自动化,编程操作的难易程度与零件的复杂程度无关,CAM操作人员只要具备加工工艺知识,只需2~3天的专业技术培训,可对非常复杂的模具进行数控编程。
- 第1页:PowerMILL的粗精加工策略及其在实际加工中的应用(1)
- 第2页:实例应用
- 第3页:加工策略的确定
- 上一篇文章:数控机床刀具磨损与破损的声发射监测法
- 下一篇文章:基于UG的逆向CAD的应用