



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于UG的叶轮5轴数控铣削编程与加工
2 叶轮加工工艺准备
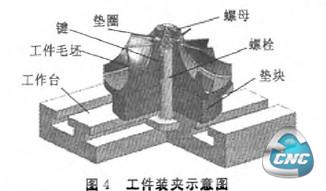
采用立式五轴聪动高速加工中心,HSK高速刀柄、整体硬质合金涂层刀具。叶轮毛坯材料采用铝合金(LD80)锻件,叶轮铣削毛坯可先在数控车床上加工至指定形状和大小。对于叶轮这样的复杂型面.手工方法无法确定精度,主要采用三坐标测量机进行型面数据检测。把采集到的数据与几何建模实体进行比较来检测加工精度。使用螺栓螺母将工件装央在工作台的T型槽上,为鞋免刀具与工作台碰撞,在工件与工作台间楚一圆形垫块,工件装夹示意图如图4所示。
3 加工刀路参数设置
3.1 创建加工坐标系和毛坯
首先使用UG创建叶轮零件及其毛坯的实体模型。进人到加工环境.选择。创建几何体”工具,几何体的类型选“nailLmulti blade”。设置铣削几何体参数,“指定部件”为叶轮实体,“指定毛坯”为毛坯实体。加工坐标系原点位于零件顶部中心。
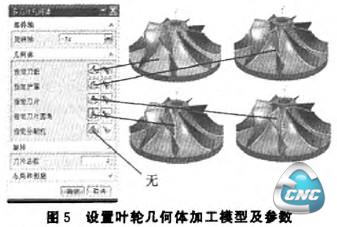
3.2 设置叶轮几何体加工模型度参数
分别指定刀毂、护罩、刀片及刀片圆角,如图5所示,其中,对话框中的“分剖机”是指叶轮的“二级叶片”,该实例中因投有二级叶片,所以无需指定。设置叶轮“刀片总效”为8。
3.3 创建刀具
在机床视图中创建两把球形铣刀,分别命名为DIOR5和D6R3。其中,D10R5球刀半径为5,用于粗加工;D6R3球刀半径为3,用于精加工。
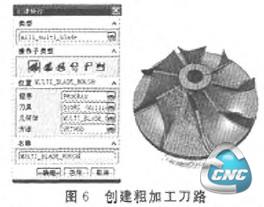
3.4 创建粗加工度刀路设置
创建粗加工操作,操作类型为“mill_multi_blade”。操作子类型为“MuLTLBLADE_ROuGH”,刀具选D10R5球刀,加工几何体“MULTI_BLADE_GEOM”,如图6所示。设置加工刀路.粗加工余量为0.6 mm。设置刀距为刀具直径的30%,层深为刀具直径的20%。
- 上一篇文章:PLC在双面钻削组合机床电气控制改造中的应用
- 下一篇文章:CAXA制造工程师平面轮廓加工中刀具半径补偿的应用