

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于宏程序的刀具自动测量与补偿
本文根据自动测量原理,重点介绍了跳转功能与宏程序相结合,使数控机床实现刀具磨损的自动补偿功能,并详细阐述了自动测量与补偿的过程。
4.2 公共变量
公共变量,在不同的宏程序中的意义相同,可被不同的宏程序同时分享,其中#100~#199在断电时被初始化为NULL,#500~#999断电记忆,直至被重新定义。
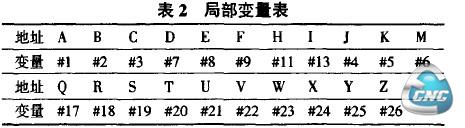
4.3 局部变量
局部变量,在同一个宏程序中,用于传递参数、存储数据,例如运算结果。当断电时,局部变量被初始化为NULL。调用宏程序时自变量可对局部变量赋值,实现参数传递,具体的对应关系见表2。
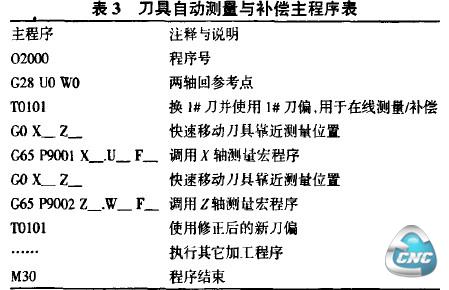
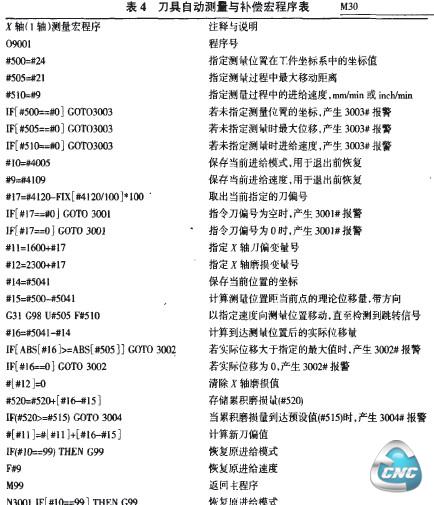
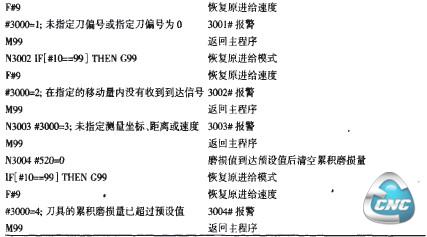
5 宏程序开发实例
下面以测量刀具在X轴方向上的磨损值为例,说明宏程序在数控机床上实现刀具磨损自动测量与补偿的应用,程序与注释详见表3、表40测量设备分别为GSK988T车铣复合数控系统,RENISHAW公司的HPMA高精度自动对刀臂。通过宏程序控制刀具切削刃去触发固定在机床上的对刀臂触头,以采集相关位置数据,用干计算刀具磨损的修正值,具有高灵敏度特点,避免人工测量的误差。在测量之前先确定机床类型,然后设定测最参数,如测量位置在工件坐标系中的坐标、测量过程中的最大移动距离、测量时的移动速度、刀具磨损极限值等。
6 结语
以上为笔者提出的一种基于宏程序的刀具自动测量与补偿设计思想,在配备有跳转功能与外部测量信号的数控机床匕执行本文所提供的测量宏程序,即可实现刀具磨损的自动测量与补偿功能。在降低工人劳动强度的同时,提高了加工与测量的精度和效率,并且可通过相关报警信号及时通知机床管理者对相关刀具进行更换。
- 第1页:基于宏程序的刀具自动测量与补偿(1)
- 第2页:公共变量
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:NX CAM在轮毂模具加工中的应用
- 下一篇文章:PLC在双面钻削组合机床电气控制改造中的应用