



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

UG/CAM模板在消失模模具数控铣削中的应用
3 标准模板的建立与应用
3.1 标准工艺模板的建立
总结出加工参数后,选取典型模具加工实例作为模板文件,设置好标准加工工艺步骤以及标准工艺参数,添加所有可能用到的刀具,保存文件即完成了模板文件的创建。UG软件的模板设置和模板文件都放在MACH文件夹下,要将模板定制到初始化环境中,则需要对UG安装目录中的模板文件及设置进行相应的修改。这里以铝合金的模板建立为例做详细介绍。
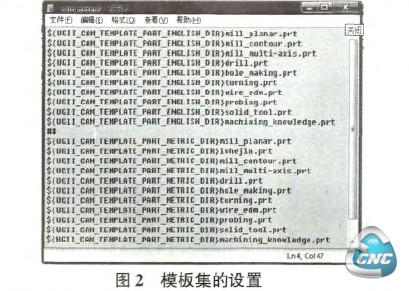
图1为铝合金标准加工模板的实例文件和提取的标准加工工艺模板。在各操作步骤中设置好以上总结出的标准工艺参数,注意二次粗加工中需要设置参考刀具,创建铝合金模具中所有可能用到的刀具,将其全部选中后点击右键,选择Object*Template Settings,在Create if Parent isCreated前打勾,确认后即完成铝合金标准工艺模板的设置,保存文件名为lvhejin.prt。UG/CAM模块中的模板文件都放在安装目录C:Wrogram Files\UGS、NX 7.OLIVIACH\resource\template_parthnetric下,将lvhejin.prt文件拷贝到该目录下,并在resource文件夹中找到template_set,用记事本打开其中的cam_general.opt文件,加入命令行${UGII—CAM—TEMPLATE—PART_ENGLISH—DIR}lvhejin.pn,如图2所示,保存后即完成铝合金模具标准模板的创建。重新启动UG,初始化加工环境CAM中就会出现lvhejin加工模板,现在可以直接调用lvhejin加工模板。

3.2 标准工艺模板的应用
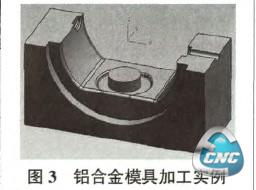
利用铝合金模板编制图3所示模具的加工程序。模具结构不复杂,有较大的半圆曲面以及尺寸较小的加工区域。考虑到伤刀的问题,需要对模具进行二次粗加工,将前一操作没有加工到的区域再加工一次。该模具符合一般铝合金模具的加工特点,可以直接利用定制的模板生成加工程序。进入UG加工模块,在加工环境中调用lvhejin模板进行初始化,在导航器中选择操作导航器,进入几何体视图,定义安全高度距离模具最高面10mm,定义部件体和毛坯。打开创建操作对话框,如图4所示,用到的加工步骤和刀具都已列出,只需根据加工模具的尺寸选择合适的刀具。

加工方法选择CONTOUR-AREA,用D12R6的球刀加工自动块毛坯,并留有6mm余量,生成刀路后保存IPw作为模具加工的毛坯;选择12P的平刀采用CAVITYMILL进行粗加工,选择10P的平刀采用CAVITY MILL进行二次粗加工,清掉粗加工不能加工到的角落以便于精加工的进行;按照模板中创建操作的顺序进行精加工,依次选择8P、DSR4、8P的刀具进行等高铣、曲面铣和面铣。各加工工序中,除了需要设置加工部件和毛坯,其他参数都不需要设置。创建完加工程序后,选择加工副本组,生成刀轨。生成刀轨后需要对刀路进行检查,查看是否有过切及欠切的地方,点击Tool Path—Verifv进行切削模拟以对生成的程序进行校验。确认程序没有问题后即进行UG后置处理,得到与机床相符合的NC加T程序,把程序传输到加工中心即可加工出该模具。
4 结语
本文利用UG软件方便的数控编程模板开发接口。开发出消失模模具铣削加工模板。经实践证明,所建立的消失模模具标准加工工艺模板町以大大简化编程步骤。提高编程效率.减少编程出错率。同时可以让新的编程员直接利用已有的加工下艺和加工参数,很快学会数控编程.编制出高质量的加工程序。当然,随着软件系统和加工机床的更新,以及所加工模具的特点不同,编程方式及丁艺方法、工艺参数等需要不断总结优化,以适应新的加工条件。
- 上一篇文章:基于NX的DIU125FD车铣复合加工中心后置处理的开发
- 下一篇文章:五轴数控机床后置处理的开发