



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴数控机床后置处理的开发
0 引言
五轴联动数控加工技术是先进制造技术的重要组成部分和基础技术之一,同时也是目前数控加工技术中难度最大的。目前,五轴数控机床以其自动化程度高、柔性好、加工精度高等优点在现代制造领域,尤其是大型与异型复杂零件的高效加工中得到了广泛应用。高质量的五轴加工编程和有针对性的后置处理程序是充分发挥五轴加工优越性的关键。数控加工后置处理是CAD/CAM集成系统非常重要的组成部分,它直接影响到CAD/CAM软件的使用效果、零件加工质量、加工效率及数控机床的安全。本文针对DMC70ev五轴数控机床,研究专用后置处理器的开发方法,以CATIA为数控编程的前置处理平台,基于IMSpost开发适用于五轴数控加工生产模式的后置处理器,提高数控编程的水平、质量和效率,充分发挥数控机床的性能,实现复杂零件的高效加工。
1 后置处理的开发方法
后置处理是数控加工中的重要环节,主要任务是把CAD/CAM软件生成的加工刀位文件(APT)转换成特定机床可接受的数控代码文件(NC)。目前,开发专用后置处理程序主要有用户自行开发(利用高级编程语言(如C++、Fortran等语言)编制后置处理程序,把刀位源程序转换成NC指令代码),基于通用后置处理平台进行开发及针对具体的数控机床及控制系统购买专用后处理程序等方法:
本文采用基于通用后置处理平台IMSpost,以DMC 70eV五轴数控机床为研究平台,开发适用于五轴数控加工生产模式的后置处理程序。
2 基于IMSPost后置处理技术
IMSPost是一种基于宏编程的通用后置处理编辑器,它提供多种后置处理文件库,包含多种类型的数控机床库和数控系统库,能支持当今流行的CAM软件(如CATIA、Surfcam、Cimatron等)的刀位文件的后置处理转换,提供了强大的定制功能,可以进行宏程序的开发,实现特定功能,配置了针对某机床及数控系统的后置处理器。
基于IMSPost通用后置处理编辑器开发专用后置处理的流程如图1所示。开发专用后置处理器时,必须掌握数控机床及数控系统特性文件,保证各项设置的正确性,可以利用IMSpost所提供的一系列宏操作、宏指令与宏程序来实现所需要的特定功能,如坐标变换、数值计算和特殊格式输出等。
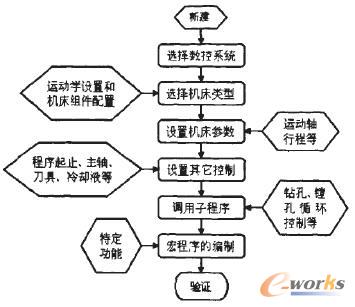
图1 基于IMSPost后置处理器开发流程
3 五轴数控加工后置处理的开发
3.1 五轴数控机床及数控系统
开发专用后置处理程序必须掌握数控机床结构及数控系统。DMC 70eV是非正交双转台型五轴联动数控机床,采用了非正交坐标轴的特殊结构设计,可实现一次装夹完成除装夹面以外的其它工作表面的加工,可实现复杂曲面的高效加工。图2所示为DMC 70eV数控机床的结构、各运动轴配置及行程范围。
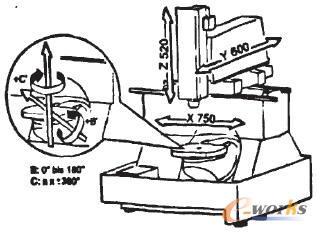
图2 DMC 70eV机床结构
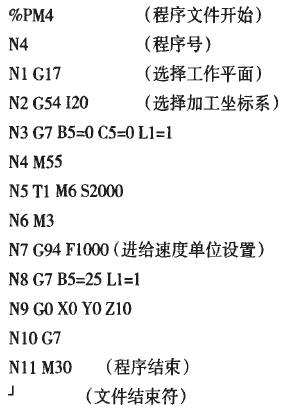
开发DMC70ev五轴数控机床后置处理程序时必须符合其所配制的数控系统Millplus IT V530的程序结构、代码及输出形式等要求,下面是Millplus IT V530数控系统程序示例4.pm。
- 第1页:五轴数控机床后置处理的开发(1)
- 第2页:后置处理程序的开发原理
- 第3页:后置处理程序开发的正确性验证
- 上一篇文章:非CAD/CAM软件在数控编程中的应用
- 下一篇文章:NX CAM在轮毂模具加工中的应用