



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于NX的DIU125FD车铣复合加工中心后置处理的开发
由于现在手工编制数控程序已经逐渐被各类成熟的自动编程CAD/CAM软件取代,而自动编程过程需要将刀位源文件转换成符合机床本身的数控指令代码后才能被机床识别加工,因此需要进行后置处理。目前还没有完全通用的后置处理能实现各种机床的后置处理,随着控制系统和机床结构的不断创新,能完全满足各类机床需要的通用后置处理还没有实现。因此针对一些新型的数控机床,必须开发一套符合其本身的一套数控指令代码。这里针对五轴带一转台一摆头的车铣复合加工中心进行后置处理开发研究。
1 机床主要参数
以NX/POST Builder开发DMU 125FD车铣复合加工中心的专用后置处理器为例,来说明五轴带一转台一摆头这类车铣加工中心的后置处理器的开发过程。该机床数控系统采用Heidenhain公司的MillPlus iT V530,输出最小分辨率为0.001mm,最大允许顺序号为9999999,快速进给速度为60000mm/min,机床圆弧中心采用绝对坐标值表达,自动刀库容量为40把,并且该机床的最大主轴转速为10000r/min,X,Y,Z轴行程分别为:1250,1000,1000mm,B轴摆动范围为-30°~+180°。这里需要说明的是,当B轴转动到0°时,机床为立式,转动到180°时,机床为卧式。
2 后置处理的技术路线
后置处理开发主要包括4个部分:(1)机床参数项设置;(2)程序和刀轨参数项设置;(3)N/C数据定义项设置;(4)后置处理文件列表项的设置。
因为DMU 125FD为车铣复合加工中心,对其进行后置处理时可以分为4个步骤:(1)可以创建新的二轴车床后置处理(如果有类似的,也可以从以前的后置处理中直接调用);(2)建立一个新的带一摆头一转台的五轴铣削后置处理;(3)建立一个新的铣后置处理,机床类型选择车铣复合,(4)将前(1)、(2)两步所建立(或调用)的2个后置处理与利用(3)得到的新的铣后置处理连接起来,这样就能建立起这类车铣复合加工中心的后置处理了。
3 后置处理流程
NX/POST Builder建立的后置处理包含3个文件:一个是事件定义文件(.def);一个是事件处理文件(.tcl);还有一个是后置处理用户界面文件(.pui)。图1显示的是后置处理的主要流程,其中创建和编辑TCL文件的过程是整个后置处理的核心。
4 具体开发实例
DMU125FD机床后置处理具体步骤如下:
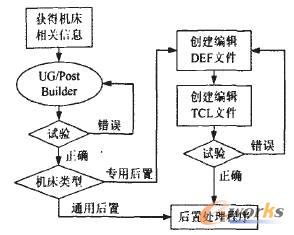
图1 后置处理流程图
第1步先建立一个二轴车床后置处理:启动NX POST Builder,新建一个二轴车床后置处理,在Machine Tool栏中选中IAthe单选按钮,进入机床参数项设置以后置将X行程改为1250,其余不变,接着按照控制系统要求进行程序和刀轨参数项设置和N/C数据定义项设置。
第2步建立一个五轴带一摆头一转台的铣削后置处理:启动NX POST Builder,在POST Builder菜单栏中选择File→New命令,弹出Create New Post Processor对话框,在Post Name文本框中输入“5axis mill tum”,在Post Output Unit栏中选中Millimeters单选按钮。在Machine Tool栏中选中Mill单选按钮。机床类型选择“5-Axis with Rotary Head and Table”,控制系统选择Library,并选择heidenhain conversational。
设置机床的行程极限X,Y,Z分别为1250,1000,1000,最大进给速度设置为60000。
机床基本参数定义,主要为机床进行五轴转换设置。这里可以在用户自定义中进行如下定义。
旋转轴定义:
将旋转平面变量设定为None,用方向和角度来定义旋转轴方向。
- 上一篇文章:刀调仪与Mazak数控机床联机数据传输技术的研究
- 下一篇文章:非CAD/CAM软件在数控编程中的应用