



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

加工中心的绝对位置数据丢失后的数据恢复
3 X、Y、Z轴参考点设定
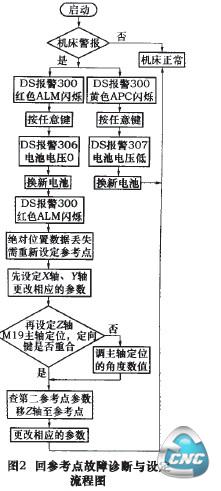
先调X轴、Y轴,再调z轴(回参考点故障诊断与设定流程图见图2)。
3.1记录参数
先把1320号、1321号参数抄下来。该机床1320号参数是X为102l、是Y为1、是z为1;132l号参数是x为-1、是Y为-561、是Z为-601;参数钥匙写1,可以改参数,然后把1320号参数改为X+999999、Y+999999、Z+999999,即X、Y、Z轴正方向行程坐标值无穷大;把132l号参数改为X-999999、Y-999999、Z-999999,即X、Y、Z轴负方向行程坐标值无穷小。
3.2先调X轴
手脉-X方向移轴。因为X轴方向行程是1020 mm,工作台长度也是1 020 mm,因此看主轴中心(为了看主轴位置准确、方便,可以装一把刀具)在x轴方向工作台长度的边缘位置停,此时为当前位置,即x轴方向参考点;改1320号参数X轴为1021,改1321号参数X轴为-1,改1815号参数X轴的APZ为1;然后断电,通电,“DS300(X)APC报警,须回参考点”的报警消失,X轴可以做回参考点动作,X轴能正常工作了。其它两轴“Ds300(z)APC报警,须回参考点;(Y)APC报警,须回参考点”的报警仍然存在。
3.3再调Y轴
手脉+Y方向移轴,速度可以慢一些,当听到工作台与床身发出轻微碰撞的响声时,机床报警,“SV0410(Y)停止时误差大”报警,机床不能移动,这时机床再断电,通电,报警消失;手脉一y方向移轴,即反方向移回5mm停,此时为当前位置,即y轴方向参考点;改1320号参数Y轴为1,改1321号参数Y轴为-561,改1815号参数y轴的APZ为1;然后断电,通电,“DS300(Y)APC报警,须回参考点”的报警消失,Y轴可以做回参考点动作,Y轴能正常工作了。只剩z轴“Ds300(Z)APc报警,须回参考点”的报警仍然存在。
3.4最后调z轴
3.4.1斗笠式刀库时
(1)执行M19指令主轴定位,抬高主轴(主轴不能装刀具),主轴下端面超过刀库刀盘,按下刀库直线移动手动换向阀,让斗笠式刀库移动到主轴下方,手脉一Z方向移轴,速度可以慢一些,摇至主轴定向键与刀库刀盘定向键角度重合且上下间隙为1.5mm(目测)为宜。如果主轴定向键与刀库刀盘定向键角度不重合,就需再次抬高主轴,更改4077号参数.S1,比如S1角度参数为530,在此数值上逐渐增减,数值13为1。,直至主轴定向键与刀库刀盘定向键角度重合为止。
(2)查看1241号参数z的数值(第二参考点在机械坐标系中的坐标值),比如Z为-122.67,此时Z相对坐标清零,用手脉+z方向移轴,z轴向上移动增量值122.67 mm停,此时为当前位置,即Z轴方向参考点;改1320号参数Z为1,改1321号参数z为-601,改1815号参数z轴的APZ为1;然后断电,通电,“DS300(z)APc报警,须回参考点”的报警消失,z轴可以做回参考点动作,z轴能正常工作了。最后参数钥匙写0,不可以改参数。
3.4.2机械手臂式刀库时
(1)执行M19指令主轴定位,机械手臂处于待机位置,抬高主轴(主轴不能装刀具),主轴下端面超过机械手臂上平面,屏幕画面打到参数保持继电器页面,K参数K000 u的43位置参数对应00,改为43位置参数对应ll,表示可以单步执行换刀动作;执行M81指令,机械手臂旋转75。,一端手臂停在主轴下方,手脉一Z方向移轴,速度可以慢一些,摇至主轴定向键与机械手臂定向键角度重合且上下间隙为l.5mm(目测)为宜。如果主轴定向键与机械手臂定向键角度不重合,就需再次抬高主轴,更改4077号参数S1,比如S1角度参数为825,在此数值上逐渐增减,数值13为1。,直至主轴定向键与机械手臂定向键角度重合为止。
(2)查看1241号参数z的数值(第二参考点在机械坐标系中的坐标值),比如Z为-11.5,此时Z相对坐标清零,用手脉+Z方向移轴,向上移动增量值11.5mm停,此时为当前位置,即Z轴方向参考点;改1320号参数Z为1,改1321号参数Z为-601,改1815号参数Z轴的APZ为1;然后断电,通电,“Ds300(Z)APC报警,须回参考点”的报警消失,Z轴可以做回参考点动作,Z轴能正常工作了。最后执行M85指令,机械手臂逆向旋转75。,机械手臂处于待机位置。
(3)屏幕画面打到参数保持继电器页面,K参数K000的43位置参数对应1l,改为43位置参数对应00,表示连续执行换刀动作。最后参数钥匙写0,不可以改参数。
4 结语
电池的寿命相对较短(电池大约能使用1年),如果电池的电压下降、电池电能耗尽或者设备停用、假期长等原因不知道电能耗尽,没有备件及时更换,这些情况必然导致绝对脉冲编码器的当前位置数据不能通过外置检测器接口单元的连接器JA4A上所连接的电池被保持,加工中心的绝对位置数据就会丢失,机床不能正常回参考点,需要进行参考点设定及数据恢复。
- 上一篇文章:数控机床变频器开关电源的典型电路原理及故障实例分析
- 下一篇文章:基于HyperMILL的整体叶轮五轴数控加工