

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于HNC-8B系统数控铣床四轴升级改造
本文以国产HNC-8B系统为载体,在对数控铣床三轴升级四轴的必要性分析基础上,从总线式伺服驱动器线路连接、NC及驱动参数设置、第四轴控制梯形图编程3个方面对四轴升级改造步骤和过程进行详细的论述。最后,通过工件试切检验,四轴升级改造达到了预期的目的。
3.3第四轴控制梯形图编程
HNC-8型数控系统梯形图编程原则,基本指令和fanuc数控系统的编程原则基本相同,但是在功能指令方面还是有一些区别的。
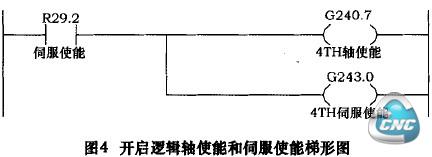
对于增加第四轴,首先应该开启逻辑轴使能和伺服使能,如图4所示。梯形图中有注释,所以在论文中没有I/O分配表。
编辑第四轴正/负向转动梯形图,伺服使能允许的前提下,轴将向正/负向手动移动;如图5所示。

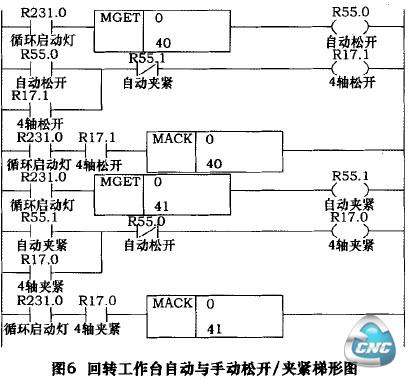
图6为回转工作台的自动与手动松开/夹紧的程序。MGET为取M代码功能指令,MACK为M代码应答功能指令。
至此,梯形图只是完成了第四轴控制的基本功能,如果要满足第四轴正常运行,还需完善第四轴回零功能和报警功能,这样四轴升级改造的任务就全部完成。接着就可以试运行加工了。
3.4升级改造注意事项
HNC-8系列数控系统输人输出480以上的端口,为系统自己定义的,用户只能自己使用不能自己定义,也无需定义的,否则会影响数控机床的运行;对于夹紧和松开等输人输出点,用户完全可以根据I/O点使用情况,自己定义,只要不与其他的I/O点相冲突就好。
4 结语
机床按上述步骤升级改造完成后,进行了工件试切加工,从加工结果来看,无论是加工效率还是加工质量完全能够达到要求。数控铣床升级改造获得了成功。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:西门子数控系统在机床五轴联动技术改造中的应用
- 下一篇文章:数控机床变频器开关电源的典型电路原理及故障实例分析