



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

用PLC和万用表巧修FANUC-oi系统加工中心回参考点的故障
3 检修的实施
3.1 准备工作
(1)检修用的器具。万用表一个;35W电烙铁一把;钳子、螺丝刀、电工刀等电工工具一套;内六角扳手一套;毛巾一条;毛刷一把。
(2)检修前的准备工作及注意事项。
1)了解加工中心的结构;
2)掌握加工中心的回参操作及原理;
3)掌握PLC的常识;
4)最好有该加工中心的说明书和电气图及PLC梯形图;
5)掌握电工电子方面有关的知识及技能;
6)拆卸、调整时应记录原来的位置,以便复原;
7)检修时不要盲目乱敲乱碰,以免扩大故障,越修越坏;
8)注意安全。设备电气用电为380V,注意不要触电伤害人身和设备。
3.2 检查修理
(1)现象。VMC800加工中心回参考点时,Y轴向回参的相反方向移动,随后出现报警,显示屏上出现:500超程:-Y。
(2)原因分析。这台VMC800加工中心是配备FANUC oi系统,采用半闭环控制方式,使用增量脉冲编码器作为检测反馈元件。该机床回参考点采用栅点法回参,开机Y轴回参考点的过程为:回参考点轴先以快速移动,当零点开关被挡块压下时,PLC输人点X9.1信号由1变为O,CNC接收到该跳变信号后输出减速指令,使Y轴制动后并以低速向反方向移动,当挡块释放零点开关时,X9.1信号由0跳变为1,Y轴制动后改变方向,以回参考点速度向参考点移动,当零点开关再次被挡块压下时,X9.1信号由1变为。,此时起,CNC接收到的增量脉冲编码器发出的零位标志脉冲XO时,Y轴再继续运行到参数设定的距离后停止,参考点确立,回参过程结束。
明白了此机的回参过程及原理后,根据上诉的故障现象,判断故障可能是出在零点开关、挡块、系统参数、软限位设定和编码器上出了问题.导至Y轴在回参时,开关不能复位。
(3)检查。现用PLC的梯形图和状态图加以检查,缩小故障范围:按下面板上的SYSTEM按键,再按下PMCLAD按键,就看到FLC的梯形图,输人Y31.4,按下SEARCH(搜索)就看见Y轴回参梯形图如图3所示。
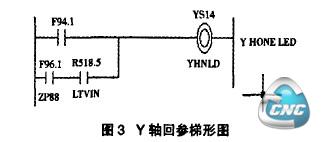
当故障出现时,F94.1和Y31.4都变红,表明系统有信号过来,也表明编码器是好的;查看PLC的状态图:按下面板上的SYSTEM按键,再按下PMCDGM按键,再按下STATUS就看到PLC的状态图,当故障出现时,X9.1始终为0,没有变化,这样就把故障点缩小到零点开关、挡块、系统参数、软限位设定等,简化了修理过程。
(4)修理。把机床Y轴的盖拆开,摸一下挡块,没有松,再拆下零点开关检查,发现其非常脏,铁屑铝屑都翰在上面,开关伸缩不灵活,彻底清理干净,再装好,用万用表检查开关的通断,正常;开机再回参,此时,回参动作基本正常,只是在差不多回参完成时,又出现超程报警,显示屏上出现:500超程:+Y,再试二次,故障照旧,这个时候,就怀疑是系统参数和软限位设定出现问题;首先检查软限位设定,在MDI方式下按下OFS/SET,把参数写入由0改为1,按下SYSTEM,点击参数,进人机床参数面版,输人1320,点击搜索,可以看到软限位设定参数:
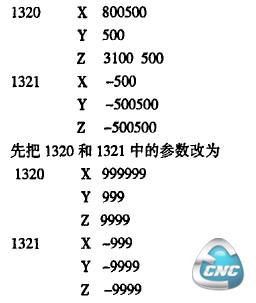
然后再回参,报警消除,再回几次,也正常,最后又把1320和1321中的参数改回原来的参数,故障彻底消除。
4 结束语
本文为笔者多年来在检修加工中心的各种故障中,最为经典的一役。加工中心电气复杂,管路交叉林立,数控系统五花八门,故障现象也是千奇百怪。而回不了参考点的故障,是较常见的故障之一。这种故障一般又是由挡块的松动、零点开关的失灵、系统参数的丢失、软限位设定不准等因素引起的。
- 上一篇文章:基于Pro/E的食品加工容器成型模具设计
- 下一篇文章:ARTIS刀具监控系统在数控机床上的开发应用