



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

硬质合金可转位面铣刀的在数控铣削正确使用方法浅析
3 有效的螺旋角
刀具的螺旋角也影响其性能。一把45。螺旋角的刀具,比0。螺旋角的刀具,减小切削厚度约30%。这样在较高的迸给速率下,能保持一定的切屑流动性,提高了金属切除率。
适当的螺旋角,可以使刀具切人和切出时更平稳,并能减少刀刃承受的冲击。采用螺旋角铣刀。可以使切削刃逐步离开工件,这样减小了径向分力,但轴向分力增大,在铣削薄壁工件时,可能造成工件表面有偏差。
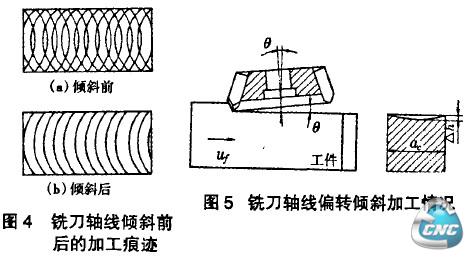
4 铣刀轴线与已加工表面的位置关系
面铣刀的轴线(机床轴线)和已加工表面垂直时,由于弹性恢复,刀齿在非切削一侧,仍然和已加工表面接触。已加工表面的痕迹如图4(a)所示,俗称“扫刀”,实际上是刀齿啃刮工件的结果,会加剧端刃的磨损。如果将铣刀轴线倾斜一很小的角度日,如图5(a)所示。非切削一侧刀齿和工件脱离接触,其加工痕迹如图4(b)所示,避免了扫刀,可减轻端刃磨损,同时还可以缩短进给运动的行程。图5(b)是相应的已加工表面的横截形,呈中凹状,其凹入量Ah可用下式计算(对称铣):
实际刀轴所需倾斜角0很小(10以下),以不扫刀为宜,此时中凹量A乃也很小。对于平面,一般都不希望中凸,而希望中凹,所以刀轴倾斜一小角度所产生的误差,对平面的使用可能是有益的。
5 修光刀片的使用及其刃磨
铣刀端刃的端面圆跳动,直接影响已加工表面粗糙度。无论是依靠制造还是依靠装配时调整,要想获得端面圆跳动误差很小的铣刀,实际上是很困难的,加上铣刀安装误差,及机床等诸多因素,引起端面跳动误差。为提高加工品质,减小已加工表面粗糙度值,通常采用修光刀片,如图6所示为直线刃修光刀片。修光刀齿比一般刀齿高出量大约为
工表面完全是由修光刀片的修光刃形成的,消除了端刃跳动对表面粗糙度的影响。一般每把铣刀装1-2个修光刀片。在较大的每转迸给量条件下,可获得较小的表面粗糙度值。
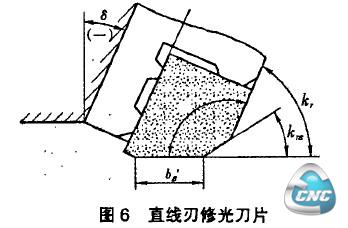
采用修光刃为直线的修光刀片,修光刃需与已加工表面有较高的平行度要求,否则已加工表面粗糙度值较大。实际多采用曲线刃修光刀片,而且刀轴稍微倾斜时也无妨。为使已加工表面粗糙度值小,曲线修光刃的曲率很小,而曲率半径很大。一般修光刀片的宽度约为10mm,中间凸出量△h=0.02mm。经计算其曲率半径达600mm以上。这样大的曲率半径,采用回转的办法刃磨是困难的,可以采用碗形砂轮的内缘进行修磨,刃磨时刀片装在夹具上做直线往复运动,同时砂轮向下做一下吃刀运动。
6 结束语
硬质合金面铣刀的合理使用涉及到铣刀的安装、刀具切削角度的组合、螺旋角的选择、铣刀轴线的位置、修光刀片的使用等方面的技术。只有正确的掌握硬质合金面铣刀的的使用方法,才能在数控铣削发挥更大的效益和更高效率。
- 上一篇文章:MasterCAM刀具路径对偏心工件的加工效果
- 下一篇文章:基于Pro/E的食品加工容器成型模具设计