



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

MasterCAM刀具路径对偏心工件的加工效果
3 偏心工件工艺分析
图1中的偏心工件,需要加工的轮廓有:由圆柱面围成的外圆轮廓A ,4个长方形围成的凸台侧面轮廓B及外圆轮廓和凸台轮廓之间的平面CoB轮廓和C平面的加工,一般在一个工步中完成。
第一种加工顺序—先加工凸台轮廓B和平面C,再加工外团轮廓A。加工凸台轮廓8和平面C时.刀具路径需要延伸到毛坯宽度,这个顺序增加了加工凸台轮廓B和平面C时的刀具路径。
第二种顺序—先加工外圆轮廓A,再加工凸台轮廓B和C。在加工好外圆轮廓A后,加工凸台轮廓B和C时,只需要在轮廓A和轮廓B之间的区域C形成刀具路径。
可见,第二种顺优于第一种顺序,选择第一种顺序先加工轮廓A后加工轮廓B和C。
轮廓A可用外形铣削进行加工。轮廓B和平面C也可以用外形铁削进行加工。但是需要采用多次平面铣削,即通过多次走刀,才能去除毛坯在平面G和顶面之间的材料。
挖槽共有5种加工型式。其中3种型式可以用来加工平面C同时形成轮廓B:一般挖槽;边界再加工;使用岛屿深度挖槽。
所以,图1中的偏心工件有4种工艺方案:
(1)外形铣削先加工轮廓A.再外形铣肖」加工轮廓B和C;
(2)外形铣削先加工轮廓A,然后用一般挖槽加工平面C形成轮廓B;
(3)外形铣削先加工轮廓A.采用使用岛屿深度挖槽进行平面C和轮廓8的加工;
(4)外形铣削先加工轮廓A,接着用边界再加工完成平面C和轮廓B。
4 对偏心工件形成刀具路径
4种加工方案,邦是先对偏心工件轮廓A进行外形铣削加工。
4.1偏心工件轮廓A刀具路径形成
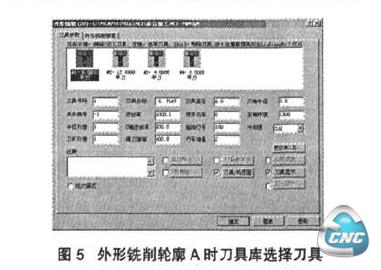
在主菜单中依次点击:刀具路径一外形铣削,用鼠标左键点击轮廓线A左端,打开外形铣削对话框,在刀具参数中右击外形铣削对话中的最大窗口,从刀具库选择刀具Φ8mm立铣刀。其余参数根据刀具材料、工件材料等输人适当刀具参数,如图5所示。
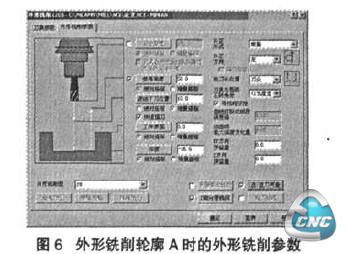
在外形铣削参数中,选择外形铣削型式“2D",愉人深度-16,在“Z轴分层铣深”和“进/退刀向童”按钮前打“ √ ”,如图6所示。
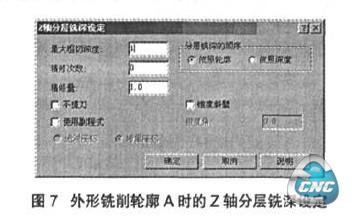
鼠标左键点击“Z轴分层铣深”按钮。打开Z轴分层铣深设定”对话框,输人最大粗切深度1。其余参数采用缺省值,如图7所示。
经过确认后,形成的刀具路径如图8所示。
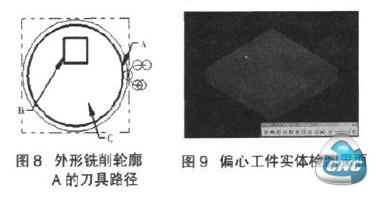
鼠标左键点击主功能区“公用管理一实休检测”.进入实体检测界面,如图9所示。
鼠标左键点击进行实体切削验证.完成外圆轮廓A的加工。如图10所示。
- 上一篇文章:数控机床电气设计技巧
- 下一篇文章:硬质合金可转位面铣刀的在数控铣削正确使用方法浅析