



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于MasterCAM—X的典型零件数控加工编程
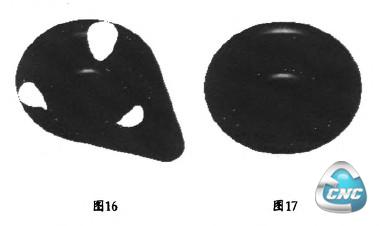
该曲面仍采用曲面流线精加工,只是为保证曲面加工效果,可利用图层功能对曲面进行适当修补,恢复为完整状态,此处将重点介绍,其他加工参数设置、路径生成不再详述。
将图16所示修剪过的曲面恢复成图17所示状态,具体操作过程如下:
a)新建当前构图层4,打开第2层(实体图层),关闭其他层,关闭上一刀具路径。
b)打开实体操作管理器,按住“Ctrl”键,选中与切割斜孔对应的6个实体操作,再单击“Delete”键删除,重新计算,会发现孔和R5的倒圆角消失,此时需重新倒出R5圆角。
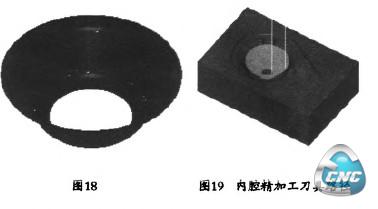
c)使用实体转曲面命令囤,选取图17所示完整加工面将其转为曲面形式,关闭第2图层。完成以上操作即可对当前绘图区图18所示面进行曲面流线精加工,底面选为干涉面,生产刀具路径如图19所示。
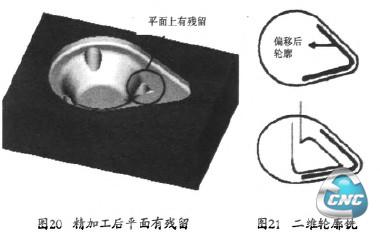
工序七:二维轮廓铣削平面残留部分。
如图20所示经过精加工之后模拟加工发现Z-5平面仍有少部分残留量,对此部分残留量可添加辅助线二维挖槽或采用二维轮廓铣削掉,此处采用二维轮廓铣削的方法。设置当前构图层为第1层,关闭其他层,关闭上一刀具路径。为使残留量切削掉,可将如图21所示部分线框向内偏移一定量,此处偏移5哪(保证沿此轮靡能铣削掉残留量即可)。
依次点选菜单栏“Toolpaths刀具路径”-“Contour外形铣削”,点选如图21所示偏移后的加粗部分(注意是部分串联)一回车,跳出外形铣参数设置框,刀具仍选用Φ 16R1圆刀,设置好其他参数,生成刀具路径如图21所示。
工序八:曲面流线精加斜孔内侧面
因斜孔被修剪过,故打开第3图层,关闭其他层,关闭上一刀具路径,恢复斜孔未修剪前的状态(可使用菜单栏Create-Surface—Surface extend命令来完成),效果如图22所示。
系统采用当今主流的可编程控制器(西门子s7—300)作为中央控制单元,选用优化的针对水泵的变频器(ABB公司ACSSl0)驱动水泵电机,其他低压器件选用进口元件(ABB及施耐德产品),并集成有成熟的现场总线技术(西门子ProfiBus—DP),控制功能完善,在同行业具有领先水平。
2)可靠性
在设计、生产、安装、调试中执行严格的质量管理规范,选用优质元件,提高系统抗干扰能力,保证了其长期稳定工作的能力。
3)易维护性
硬件安装位置合理、拆卸方便、元器件可互换,系统具有完善的故障诊断能力。
4)可操作性
友好的全中文人机界面提供了完善的帮助提示功能,易学易用,大大降低了系统的管理维护和操作成本。
5)可扩展性
硬件配置上留有充分的余量,以满足系统日后扩展的需要。模块化的PIE和开放的现场总线充分考虑到了系统升级改造的经济性和合理性,避免了不必要的浪费。
4 结语
改造后的冷冻水泵节能效果明显。保守估计,改造后的冷冻水泵变频控制系统综合节能在15%一25%之间,同时便于维修人员对设备进行维护检修,也有利于延长设备的使用寿命。由于采用温度反馈控制,结合PID控制算法,据温度传感器反馈信号控制冷冻水的循环速度,温度控制精度高。
- 上一篇文章:浅谈机床电气的数控化
- 下一篇文章:基于孔特征加工中的UG—CAM技术