

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于MasterCAM—X的典型零件数控加工编程
发布时间:2013-04-12
作者:曾祥苹
来源:万方数据
以一典型零件的数控加工为例,介绍了应用MasterCAM—x软件进行数控加工编程的过程及应用方法,重点阐述了分区域加工思想及图层功能在该软件中的灵活应用。
3)粗加工参数
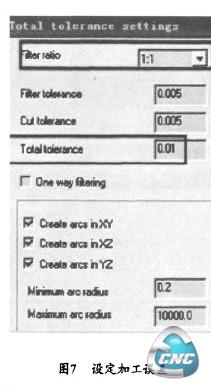
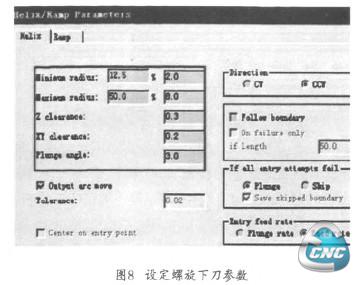
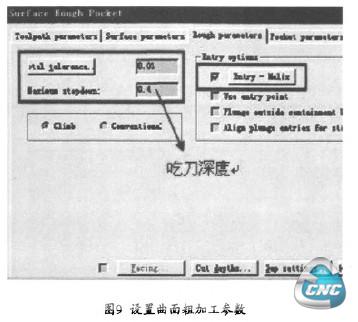
切换至粗加工参数设置页面,单击“1btel tolerance”按钮,按图7所示设定加工误差并单击确认返回;为保护刀具采用螺旋式下刀,单击“Entry he-lix”按钮,按图8所示设定螺旋下刀参数并确定返回;“G印set—tings间隙设置”中将“Optmize cut order刀具路径最佳化”打上勾,单击确定后返回;设定吃刀深度如图9所示。
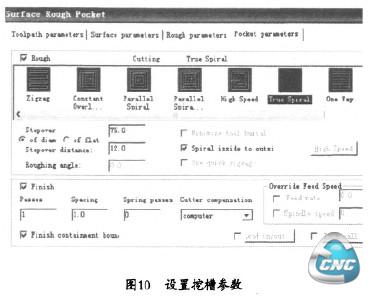
4)挖槽加工参数
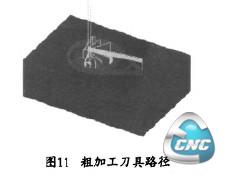
切换至挖槽参数设置页面,按图10所示设置挖槽加工走刀方式、刀间距等参数。
根据以上设定,生成粗加工刀具路径如图11所示。
工序六:Z0至Z-5Z-5至Z-20侧面曲砸流线精加工。
1)Z0至Z-5曲面
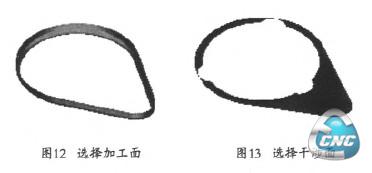
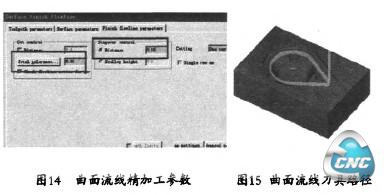
设置当前图层3,关闭第2层,关闭上一刀具路径。依次点选菜单栏“Toolpaths刀具路径”-“Stlda Finish曲面精加工”-“Fmish Flowline Toolpath曲面流线精加工”,在绘图区选择图12所示曲面为加工面,单击确定跳出刀具路径曲面选取对话框,为避免干涉,此处单击“Cheek”中的箭头按钮选取图13所示面为干涉面,单击击确定进入流线精加工参数设置页面,按工序五所述设置刀具参数、曲面参数(预留量0)、公差及间隙,如图14为设置的曲面流线加工参数,图15为生成的刀具路径(注意加工的曲面法线方向保持一致,一保证生成的刀具路径在曲面同一方向)。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:浅谈机床电气的数控化
- 下一篇文章:基于孔特征加工中的UG—CAM技术