

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于Pro/e数控加工后处理技术研究
基于Pro/e野火版5.0软件,研究数控系统的后置处理适配文件。本文描述了后置处理文件的创建过程,使得CAM技术充分利用各种不同数控系统。
3.3 定义程序开始和结尾
这里设置主要有定义标示符(如程序结束表示符和程序段尾提示符,图4),默认准备代码功能(单位、绝对,相对坐标、进给方式、圆孤插补平面的代码,图5)、定义程序开始代码(这里可以自行添加程序开头如:C90G40C54COZ100,图6)。
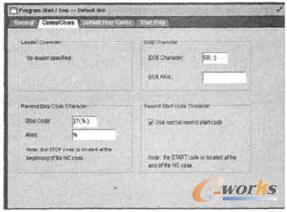
图4 定义标识符
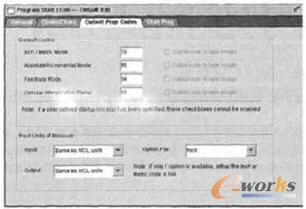
图5 定义准备代码
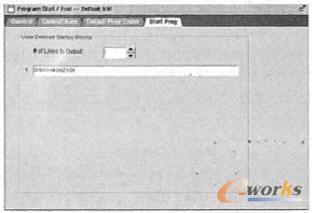
图6 定义程序开始码
3.4 设置机床运动
这一部分是后量处理的关键部分,主要设置直线插补代码、定于快建运动参数、圆弧插补代码、固定循环相关参数。
直线插补代码:主要设置直线命令代码以及代码后输出坐标方式,可以是XYZ,也可以是先XY后Z,或先Z后XY,根据需要调整。
圆弧插补代码:主要设置顺圆和逆圆加工代码(图7),绝对编程和相对编程的属性(IJK的使用设置,图8),圆弧插补时候的平面代码、螺旋插补设置。
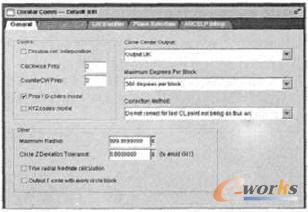
图7 设置顺圆和逆圆加工代码
以华中数控系统为例,在其圆弧加工时,整圆加工轨迹不能使用R(半径)格式,只能用IJK,圆弧加工时,如果R为负值表示加工圆弧轨迹大于180°,R为正值表示加工圆弧轨迹小于180°,所以在后处理设置时,在Cincle Center Output设置上,选择用“Output+R if angle〈180;-R when 〉180;IJk Whea=360”同时勾选“XYZ codes modal”。
- 第1页:基于Pro/e数控加工后处理技术研究(1)
- 第2页:定义程序开始和结尾
- 第3页:机床加工代码设置
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。