



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

GibbsCAM 5轴车铣复合加工应用实例
刀路仿真如图7所示。
图7 刀路仿真
(3)另一锥面采用同上的加工策略。
(4)加工键槽策略:采用平行于曲线的铣削,单边曲线选择为键槽底部黑色轮廓线,驱动曲面为黄色槽底面,棕红色面为干涉面,以避免延伸刀路过切突出部位,如图8所示。
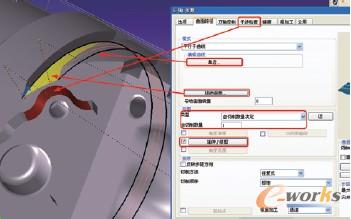
图8 键槽加工策略
加工键槽刀轴控制策略:由于侧壁没有拔模角度,因此采用“保持法向于曲面”,即刀轴始终保持垂直于所选择的驱动曲面。此加工采用D14刀具,设置侧边移动为“-7”(刀半径),否则刀具中心将落在键槽底部的黑色轮廓线上,造成过切零件,如图9所示。

图9 加工键槽刀轴控制策略
(5)其他键槽均采用此方法,生成轨迹和刀路仿真如图10。
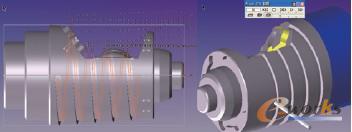
图10 生成轨迹和刀路仿真
(6)后置处理和加工仿真。车铣复合加工由于工艺方法复杂、运动部件多等原因,对后置处理软件及技术提出了更高的要求,如不同工序间的衔接运动要求严格准确,需要对工艺顺序和数控程序进行自动判定,涉及不同加工方式的后置处理技术,非切削功能的处理和调用等。
GibbsCAM专门定制了机床定义文件MDD(MachineDefinitionDocuments)和VMM文件对软件编程环境做了控制,使得后置处理具有了针对不同机床的很强的专业性。具体地,当程序编好后,顶层面板上的后置处理器便会被激活,点击“后置处理器”按钮,系统会弹出后处理对话框,点击“后处理”按钮,选择相应的机床后置处理文件,再点击“输出档案”按钮,指定存储NC程序位置,选中“程序”按钮,则该零件的NC程序便可自动生成。
车铣复合加工由于运动部件多、功能复杂,程序编制完成后的加工仿真就显得尤为重要。GibbsCAM软件用户可根据自己实际的机床结构和参数自行创建机床,进行机床仿真,并结合同步管理器,调整程序,使多刀塔多主轴的程序以最优化、最可靠的方式同步运动,避免加工过程中发生碰撞,确保安全加工。
3 结语
目前的复合加工装备正朝着更大工艺范围、更高效率、大型化以及模块化的方向发展。基于CAM软件的5轴车铣复合加工将会有更为广阔的发展和应用空间。在竞争激烈的现代制造行业中,合理地利用CAM软件进行复合加工,能够大大缩短辅助加工时间,提高机床利用率。
- 上一篇文章:数控机床PLC故障实例解决方法
- 下一篇文章:基于Pro/e数控加工后处理技术研究